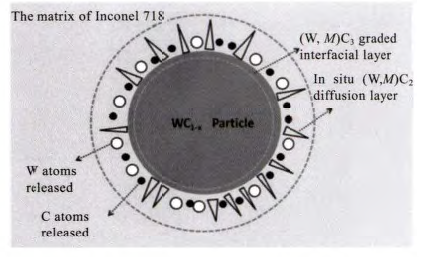
激光增材制造高温合金复合材料研究进展 摘要:对增材制造技术在高温合金复合材料中的研究进行了系统全面地梳理归纳,综述了增材制造高温合金复合材料的粉末混合、治金过程以及强化机制,并且在增材制造高温合金复合材料显微组织、缺陷及其性能方面进行详细对比分析。在此基础上,分析了增材制造高温合金复合材料研究现状及进展,并且对高温合金复合材料新增强相设计、增强相添加方式及其对蠕变、疲劳性能的影响机制等的研究进行了展望。希望对增材制造高温合金复合材料的研究和发展提供参考。 复合 2024年01月18日 1 点赞 0 评论 239 浏览
高密度集成电路散热用高导热金刚石/铜复合材料研究进展 摘要:集成电路规模不断增大,体积越来越小,散热问题已成为高密度集成电路进一步发展的关键问题。金刚石/铜复合材料具有优异的高导热性和低膨胀特性,有望在未来解决高热流密度情况下的散热问题。然而,金刚石与铜的界面亲和性差,存在较高的界面热阻,改善金刚石/铜界面亲和性、提高其热导率通常从烧结方法和金刚石与铜的界面调控两方面入手。本文聚焦于新一代高密度集成电路散热用高导热金刚石/铜复合材料,综述了其主要制备工艺和高导热优化工艺等方面的研究进展。进一步分析了其导热性能提升的瓶颈问题。最后,展望了其发展方向与应用优势。将为金刚石/铜复合材料及其相关高导热材料的制备与应用提供指引与参考。 复合 2026年01月13日 1 点赞 0 评论 246 浏览
先进复合材料在高端和一般产业领域的最新发展 摘要:先进复合材料(ACM)的快速成型技术以及碳纤维增强热塑性树脂(CFRTP)界面的纳米水平控制技术和碳纤维表面处理技术的同步发展,使ACM在汽车结构材料、风电叶片、飞机及其他产业领域的应用,呈现快速发展的趋势,而且增强纤维的选用也呈现多样化的趋势。此外,政策的导向和各国节能减排法规的强化,都助推了ACM在这些相关产业领域的应用和发展。 复合 2024年10月31日 1 点赞 0 评论 270 浏览
连续纤维增强碳化硅陶瓷基复合材料低成本制备工艺研究进展 摘要:连续纤维增强陶瓷基复合材料具有低密度、高强度、耐高温等优异性能,已被广泛应用于航空航天、国防军工和新兴民用等领域,但连续纤维增强陶瓷基复合材料制备工艺大多存在成本较高、周期过长等问题,限制其应用和推广,发展低成本制备工艺是推动连续纤维增强陶瓷基复合材料广泛应用的关键。本文简要介绍了连续纤维增强陶瓷基复合材料制备工艺现状,总结了反应熔渗、纳米浆料浸渗瞬时共晶、浆料浸渗结合热压等低成本工艺的研究现状,围绕制备工艺优化、复合材料微观结构和性能等方面进行综述,提出了低成本制备工艺的未来研究方向,如熔盐法制备超高温陶瓷界面和反应诱导相分离制备具有孔隙结构均匀的多孔基体,可显著提升连续纤维增强陶瓷基复合材料的综合性能。 复合 2026年03月16日 1 点赞 0 评论 147 浏览
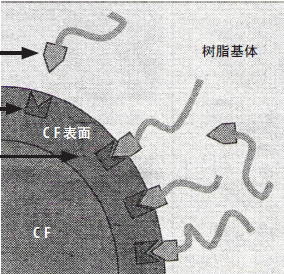
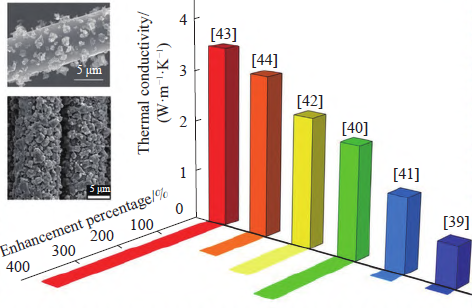
碳纤维/聚合物复合材料热导率近十年研究进展 摘要 :本文综述了过去十年间在提升碳纤维增强聚合物(CFRP) 复合材料热导性能方面取得的进展。具体从聚合物复合材料的导热原理入手,重点分析了碳纤维(CFs) 自身对CFRP 复合材料热导率的影响,包括含量、长度、取向等。此外,综述了提升CFRP 复合材料热导率的4 种方法,包括CFs 表面改性、CFs 定向处理、加入导热填料及构建三维连续导热通道等策略对改善CFRP 复合材料热导率的作用。最后进行了展望,将CFs 同向排列并与多种形状尺寸的高热导率填料耦合构建连续的导热通道,制备低负载填料、高热导率的CFRP 复合材料将成为未来的研究方向,为下一代导热材料的开发和优化提供指导。 复合 2024年11月01日 1 点赞 0 评论 499 浏览
生物质挤出发泡复合材料的研究进展 摘要: 全球对环境保护与绿色发展的关注度持续攀升,生物质挤出发泡复合材料作为环境友好型材料备受瞩目,其生物质及热塑性聚合物为原料可再生、可回收再利用,并且可以通过合适的工艺与添加助剂优化产品的力学性能,是可持续发展的新型材料。介绍了挤出发泡工艺对复合材料性能及应用的影响,重点对成型设备单螺杆挤出机与双螺杆挤出的优缺点进行了对比,总结了挤出发泡配方组成,即发泡剂、成核剂、增塑剂、交联剂等的加入对材料性能的优化作用,并对生物质挤出发泡复合材料在包装、建筑行业的应用做出了详细综述。 复合 2026年03月17日 1 点赞 0 评论 147 浏览
基于图案化方法制备高导热氮化硼/液晶环氧复合材料 摘要;环氧树脂作为传统覆铜板的绝缘基板,其导热性能相对较差,无法满足日益增长的散热需求.本工作采用两步丝网印刷方法制备了具有高导热性能的图案化氮化硼/液晶环氧复合材料. 首先,以低氮化硼含量(10 wt%~30 wt%)的液晶环氧涂膜液作为基体印刷非图案区域,再以高氮化硼含量(60 wt%~80 wt%)的液晶环氧涂膜液填充图案化区域(点、线和网格),通过图案点阵与基体中氮化硼的相互协同构建良好的面外和面内导热通路,获得了一系列高导热氮化硼/液晶环氧图案化复合材料,并深入探讨了图案化参数对材料性能的影响. 结果表明,丝网印刷的图案化复合材料在26.36 wt%氮化硼填料含量下实现了11.5 和20.5 W/(m·K)的面外和面内热导率. 同时,在41.52 wt%氮化硼填料含量下的面外和面内热导率甚至可以达到26.0 W/(m·K)和36.6 W/(m·K),分别是相同氮化硼含量的氮化硼/液晶环氧共混复合材料的10.8 倍和11.8 倍. 复合 2025年08月18日 1 点赞 0 评论 215 浏览
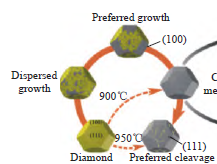
金刚石及其复合材料增材技术研究进展 摘要:金刚石在硬度、热导率、热震性能以及强度等多个性能方面具有其它材料无可比拟的优势,自金刚石人工合成后,在工业中的应用越来越广,相应的制备和应用技术也得到了快速发展,增材制造技术的出现更是为金刚石的应用带来了新的机遇。文中对金刚石及其复合材料的增材制造技术进行了系统的阐述,介绍了金刚石及其复合材料的主流增材制造技术,概述了增材制造过程的质量影响因素,梳理了主要的金刚石及复合材料结构,归纳了不同结构、不同材料的主要应用领域。结合国内外相关技术的发展现状,总结了金刚石及其复合材料增材制造技术面临的问题,提出了后续的发展建议,以期为金刚石及其复合材料的进一步研究和应用提供参考。创新点: (1) 从主流的金刚石及复合材料结构出发,阐述了国内外有关金刚石及其复合材料增材制造的研究及应用。(2) 提出金刚石及其复合材料增材制造技术面临问题,并对其发展趋势进行展望,具有重要的理论指导意义。 复合 2024年06月13日 1 点赞 0 评论 241 浏览
碳纳米管/石墨烯杂化碳纤维织物复合材料的力学、导电和雷击性能 摘要:采用涂覆法制备了碳纳米管(CNT)改性和CNT与多层石墨烯(MLG)共改性的织物及其复合材料。力学性能研究表明,织物CNT杂化对复合材料的力学性能影响较小,而织物CNT/MLG 共杂化后复合材料层间剪切强度下降了41.6%。导电性研究表明,CNT杂化和CNT/MLG 共杂化的织物导电性分别提高了7.78% 和10.2%,相应的复合材料厚度向电导率(σz)分别提高了472% 和124%,达到0.79 S/cm 和0.31 S/cm,面内电导率分别提高43.2% 和17.8%。2A区雷击损伤研究表明,CNT 杂化织物复合材料分层损伤面积和损伤深度分别为240 mm2和0.343 mm,相比对比样降低了62.3% 和35%。CNT/MLG 共杂化织物复合材料的分层损伤面积扩大了79.3%,但损伤深度降低了42.2%。作为对比,调降σz 至0.011 S/cm 的对比样分层损伤面积大幅扩大到30.5 倍,损伤深度提高了150%。机制分析表明,这类复合材料σz的提高同时降低了分层损伤面积和损伤深度,而织物层导电性的提高降低了损伤深度,但扩大了浅表层的分层损伤面积。 复合 2026年01月17日 1 点赞 0 评论 141 浏览
碳化硅陶瓷涂层在碳/碳复合材料表面应用的研究进展 摘要: 碳/碳复合材料以其优异的力学性能、高温稳定性及轻质高强特性,在航空航天、汽车、能源和国防等关键领域具有广阔的应用前景。然而,其在高温氧化环境中的易氧化性限制了其广泛应用。为突破这一瓶颈,研究人员致力于探索多种表面防护策略。其中,硅基陶瓷涂层尤其是碳化硅涂层凭借其突出的化学稳定性、抗氧化性能及成本效益优势,成为当前研究热点。目前,碳化硅涂层的主要制备技术包括化学气相沉积、包埋渗、气态硅渗透和热喷涂法。系统综述了上述4 种方法制备碳/碳复合材料表面碳化硅涂层的研究进展,并对未来发展趋势进行展望。 复合 2026年05月11日 1 点赞 0 评论 104 浏览