高速列车车体铝合金薄壁中空结构件高效铣削加工研究
郭子晛,房玺正,葛英飞,刘畅 ( 南京工程学院机械工程学院)
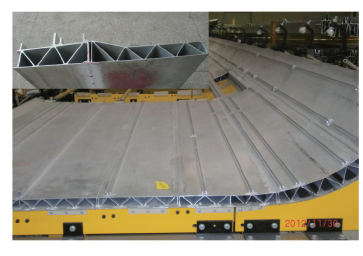
摘要: 使用高速钢和硬质合金刀具,在采取较大的切削工艺参数组合条件下对6N01-T5铝合金薄壁中空W形型材结构件进行高效铣削加工试验。结果表明: 高效铣削时切削力、切削振动、切削温度幅值变化剧烈; 切削筋板交叉处的切削力可达1 800 N ~ 3 500 N,切削振动振幅是切削单层处的1.6倍,最高切削温度比切削单层处的高出100 ℃; 采用较小的刀具螺旋角可有效降低切削力和切削温度; 对于高速钢刀具来说,M42刀具磨损率极高、粉末冶金波刃刀具极易发生严重黏结磨损,因此都不适合该材料的高效铣削加工; 粉末冶金非波刃刀具容易发生刃口或刀尖大面积崩刃,刀具寿命偏低; 硬质合金刀具具有较好的适应性,但涂层刀具容易发生涂层过早剥落,并未体现特殊优势; 在各种冷却条件下,低温气动喷雾射流冲击冷却的效果最佳,与干切相比,前者可使切削振动振幅降低30%、切削温度降低80 ℃、刀具寿命提高近一倍; 加工表面缺陷主要有表面挤压塑性变形和隆起、鱼鳞状挤压、毛刺、筋板打断等。
关键词: 铝合金薄壁中空结构件; 高效铣削; 切削力; 切削温度; 切削振动; 刀具磨损
目录介绍
1 试验材料及试验方案
2 试验结果与讨论
2.1 切削力
2.2 切削振动
2.3 切削温度
2.4 刀具寿命及磨损
2.5 加工缺陷
3 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复