高钢级大口径油气管道在役自动焊工艺
陈娟,宋锦,张悦,刘学彬,檀良涛,赵金水,陈社鹏,金志明 (中国石油管道局工程有限公司维抢修分公司)
摘要:随着长输油气管道建设朝高压力、大口径、高钢级、大壁厚方向发展,油气管道在役焊接涉及的开孔三通、修复套筒等管件的壁厚也随之增大,采用手工电弧焊进行油气管道维修焊接效率低,且焊接质量难以保证,因此亟需实现油气管道在役焊接的机械化施工。从焊接工艺的选择、焊接试验过程、焊接材料选择、保护气体的影响以及焊接工艺评定试验等方面,开展了油气管道在役焊接自动焊工艺研究。通过自动焊技术在中国高钢级、大口径天然气管道B 型套筒在役焊接中的现场工程应用,论证了在役焊接自动焊工艺的可行性。最后,提出了在役油气管道自动焊技术推广的建议。
关键词:油气管道;自动焊;在役焊接;开孔三通;焊接工艺评定
目录介绍
1 长输管道自动焊发展现状
2 在役自动焊工艺
2.1 焊接工艺选择
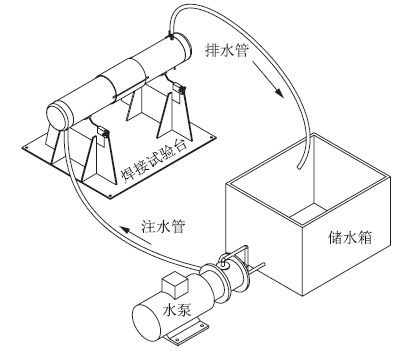
2.2 焊接试验过程
2.2.1 横缝焊接
2.2.2 环向角焊缝焊接
2.3 焊接材料选择
2.4 保护气体的影响
2.5 焊接工艺评定试验
3 工程应用
4 结论及建议
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复