镀锌辊涂自动控制关键技术研究及应用
王静1,2,宋利伟1,刘小辉3,蔡顺达1,刘英明3,孙荣生4(1.海洋装备用金属材料及其应用国家重点实验室;2.鞍钢集团钢铁研究院;3.鞍钢股份冷轧厂;4.鞍钢神钢冷轧高强汽车钢板有限公司)
摘要:为了解决连续热镀锌辊涂处理过程人工干预过多而产生大量降级品的问题,以某热镀锌机组镀后化学辊涂机为研究对象,首先针对工业生产过程中镀后辊涂处理复杂多变的特征,形成了基于现有辊涂机能力的自动控制提升方案;其次构建了基于工业生产多因素耦合的控制模型,开发了压力及位置双重柔性控制模块,满足了辊涂处理过程高精度调整的要求;最后建立了自动控制系统核心数据库,优化了系统联动程序及传动控制参数,同时将该技术应用到某热镀锌辊涂处理机,辊涂机自动化率每月均达到90%以上,减少了人为操作且降低了废品率,保证了通卷带钢膜重的精准可调及均匀性,满足了下游客户对热镀锌产品表面辊涂质量的要求,提升了辊涂机自动控制水平,创造了可观的经济效益和社会效益。
关键词:热镀锌;辊涂;压力控制;位置控制;膜重
目录介绍
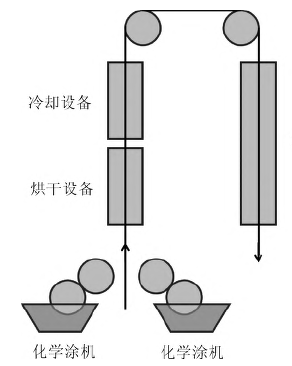
1 镀后辊涂机结构分析
2 辊涂自动控制技术方案
2.1 辊涂机PCS系统调整模型建立
2.2 辊涂机BAS系统控制模块开发
2.3 辊涂机系统核心数据库建立
2.4 辊涂机系统联动及传动控制优化
3 辊涂机自动控制技术方案实施效果
3.1 辊涂钝化膜重实物质量
3.2 辊涂机自动化率
4 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复