基于有限元仿真的热连轧精轧带钢楔形控制分析
刘坤,王晓晨,张天明,何海楠(1、天津铁厂有限公司技术中心,2、北京科技大学国家板带生产先进装备工程技术研究中心)
摘要:楔形是热轧带钢板形的关键评价指标,高质量的热轧带钢对楔形指标提出较高的要求。精轧带钢楔形控制与跑偏及单侧浪形等板形问题相耦合,楔形调节难度高。一方面,带钢楔形会引起跑偏造成轧制过程的生产问题;另一方面,板带楔形本身即为精轧出口质量的重要指标之一,若楔形控制不达标,极易引起小厚度的带钢在轧制过程起浪,造成严重的板形问题。同时,对于楔形控制,实际生产中依赖操作工的人工调控,存在严重的主观性及科学性和准确性差、效率低等问题。通过有限元建模并依据轧机两侧辊缝倾斜压下量和出口楔形的关系式,建立F7出口楔形闭环反馈控制模型。基于带钢不同的入口厚度、带钢宽度、整体压下量分析热连轧精轧两侧辊缝倾斜压下量对出口楔形的影响规律,提出基于遗传系数的多机架调控策略和基于楔形调控极限的辊缝倾斜压下量分配策略,形成精轧机组楔形控制的各机架辊缝倾斜压下值计算模型。研究结果已用于工业生产,可保证楔形调节过程中的轧制稳定性,并能避免单机架倾斜压下量过大造成附加板形问题。
关键词:热连轧;板形;有限元;楔形控制;辊缝倾斜;遗传系数
目录介绍
1 有限元模型建立和模型验证
1.1 模型的建立
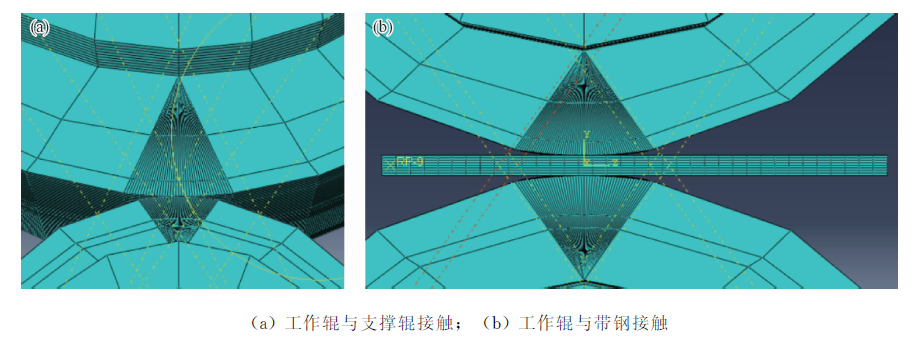
1.2 边界约束&相互作用及载荷施加
1.3 工况设定
2 仿真结果分析
2.1 带钢宽度对出口楔形调控效率的影响
2.2 入口厚度对出口楔形调控效率的影响
2.3 压下量对出口楔形调控效率的影响
3 楔形控制模型
3.1 基于楔形遗传系数的多机架调平策略
3.2 精轧带钢楔形闭环反馈控制模型
4 工业应用效果
5 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复