铸轧薄带的边部斜裂纹形成机理
孙明翰,朱志旺,郑立康,郑传幸,杜凤山 (燕山大学国家冷轧板带装备及工艺工程技术研究中心)
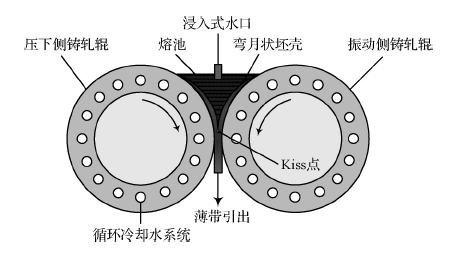
摘要:为了控制铸轧薄带产品质量,降低铸轧工艺本征裂纹导致的断带风险,针对铸轧薄带的边部斜裂纹展开研究,提出边部斜裂纹形成的直接原因为侧封与熔池间的换热使熔池边部的Kiss点高度局部提升。该处薄带进入铸轧塑性变形阶段的初始厚度局部增大,由此引发的斜向剪应力导致了边部斜裂纹的产生。建立了熔池的热-流耦合数值仿真模型,分析了Kiss点高度沿铸轧辊宽度方向上的分布规律,结果显示熔池边部的Kiss点高度高于熔池中心。建立了热-力耦合数值仿真模型,分析了变厚度薄带热轧时其塑性变形区内的应力分布状况,结果显示斜向剪应力集中分布于后滑区边部,其方向与后滑区金属的流动方向致。仿真结果验证了所提出的边部斜裂纹形成机理的合理性。
关键词:边部斜裂纹;铸轧;应力分析;Kiss点;数值仿真
目录介绍
1 试验过程与结果
2 铸轧熔池热-流耦合有限元数值仿真
3 变厚度薄带轧制的热-力耦合有限元仿真
4 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复