冷连轧过程碎边浪缺陷形成机理及智能综合控制技术
崔熙颖,王植,滕华湘,王楠,华长春,白振华
摘要:针对某冷连轧机组在轧制厚度0.6mm以下的薄板时成品带钢边部出现碎边浪,严重时造成断带影响机组连续生产的问题,首先分析了碎边浪的存在形式,并通过大量数据统计得出碎边浪的显著特征,即浪高大、浪距小,并从伸长率方面分析了普通边浪和边部碎边浪形成机理的区别,进一步从轧制规程设定方面分析了碎边浪的形成原因;然后将带钢横向板形控制与纵向板形控制相结合,建立了轧制参数综合优化模型,形成一套以碎边浪控制为目标的轧制规程优化技术,促进机组连续化生产的进行。现场应用结果表明,本文所述研究成果可以很好地对碎边浪缺陷进行控制,有效降低碎边浪的发生程度及发生率,具有很强的实用性。应用后带钢碎边浪缺陷得到明显改善,因碎边浪严重而断带事故的发生率几乎为零,满足机组自动化控制要求,使机组生产更加流畅,从而使生产效率得到明显提升。
关键词:冷连轧;碎边浪;板形控制;机理分析;智能控制
目录介绍
0 引言
1 碎边浪缺陷形成机理分析
1.1 碎边浪缺陷数据统计
1.2 碎边浪形成机理分析
2 碎边浪缺陷智能综合控制技术研究
2.1 带钢碎边浪控制目标函数的提出
2.2 轧制规程优化
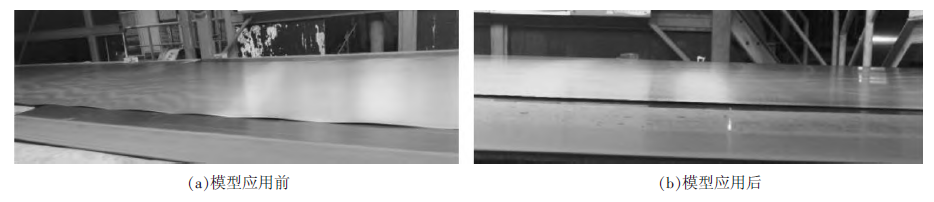
3 现场应用效果
4 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复