低温冷风微量润滑加工机理和应用研究进展
姬长贺 1,周宗明2,颜旭3,宋学磊4,王广5,董兰6,吴浩1,盛锐1,李长河1,7(1.青岛理工大学 教育部工业流体节能与污染控制重点实验室;2.汉能(青岛)润滑科技有限公司;3.海联金汇科技股份有限公司;4.青岛宇远新材料有限公司;5.国华(青岛)智能装备有限公司;6.青岛滨海学院 机电工程学院;7.青岛即墨青理智能制造产业研究院)
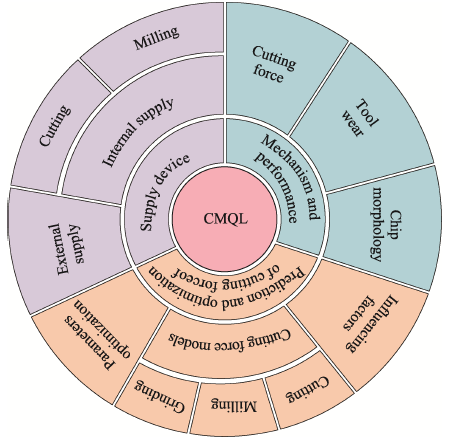
摘要:低温冷却和微量润滑是解决传统浇注式润滑中大量使用切削液问题的有效方法,然而,低温冷却和微量润滑有着各自应用的局限性。虽然低温冷风微量润滑是解决以上技术问题的有效方案,但低温冷风微量润滑参数和切削用量与加工性能之间的量化映射关系尚不清晰,限制了低温冷风微量润滑在工业中的推广应用。基于此,针对低温冷风微量润滑的供给系统、加工性能、机理和模型进行了系统分析与综合评价。首先,从作用形式与机理方面分析了低温冷风微量润滑在加工过程中的典型供给方式。其次,从提高换热效率和改善润滑油膜的理化性质方面揭示了低温冷风微量润滑的冷却润滑机理对切削力、刀具磨损和切屑变形等加工性能的影响。进一步地,综述了低温冷风微量润滑在机械加工中对降低切削力、抑制刀具磨损和减小切屑变形的性能作用规律。结果表明:在润滑介质供应流量为50 mL/h、低温空气压力为0.7 MPa 的低温冷风微量润滑条件下磨削Ti-6Al-4V,与单一低温冷却条件相比,法向磨削力降低39%,切向磨削力降低40.9%。最后,分析了润滑条件和加工用量对切削力影响的变化规律,在平衡加工质量、加工效率和经济性的条件下得到了相对优选的磨削Ti-6Al-4V 加工用量和射流供给参数。针对当前低温冷风微量润滑技术面临的挑战,提出了未来发展方向,旨在为工业应用提供理论指导和技术支持。
关键词:磨削;切削;供给系统;切削力;低温冷风;微量润滑;机理;温度
目录介绍
1 低温冷风微量润滑供给系统
1.1 外喷式供给系统
1.2 内喷式供给系统
2 加工机理
2.1 切削力和磨削力
2.2 刀具磨损
2.3 切屑
3 力模型与参数优化
3.1 影响切削力和磨削力的因素
3.2 切削力与磨削力模型
3.2.1 车削力模型
3.2.2 铣削力模型
3.2.3 磨削力模型
3.3 参数优化
4 结论与展望
4.1 结论
4.2 展望
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复