聚氨酯在商用车上的应用及发展趋势 摘要:概述了聚氨酯在商用车上的应用,重点介绍了聚氨酯泡沫塑料、弹性体、胶黏剂和涂料在商用车上的应用部位、作用、性能及特点,并指出了汽车用聚氨酯材料的未来发展方向。 汽车 2024年04月23日 0 点赞 0 评论 258 浏览
新能源电动汽车异种材料连接技术的挑战、趋势和进展 摘要:多材料混合结构在车身上的应用可以实现汽车安全性、轻量化水平的共同提升,也是如今新能源汽车工业发展的一个主要方向。先进高强钢(Advanced high strength steel,AHSS)、铝合金、工程塑料以及碳纤维增强复合材料( Carbon fiber reinforced polymer,CFRP)等作为轻质高强材料的代表已广泛应用于白车身、覆盖件以及复杂结构件的制造中。由于异种材料理化性能的差异,给连接技术带来了更大的挑战。对于铝合金与碳纤维增强复合材料的连接,采用普通的熔化焊接往往会使铝合金产生热影响区软化、气孔和热裂纹等缺陷以及CFRP 纤维和基体部分烧损,而机械连接则会不可避免地造成腐蚀问题。同时,多材料组成的电池包壳体对连接技术也有很高的要求。因此,为了向新能源汽车提供多材料优化组合的轻量化车身结构,开发性能可靠、低成本、高效率的创新连接方法势在必行。胶接广泛应用于铝合金/先进高强钢、铝合金/碳纤维复合材料、AHSS/CFRP的连接,可以实现密封、紧固、防腐蚀的效果。自冲铆连接( Self-piercing riveting,SPR)相比于熔化焊更适合铝合金、AHSS与CFRP的连接,国外对其连接工艺和接头强度已有较为成熟的研究。固相焊适合于金属/非金属材料的连接,国内外对回填式搅拌摩擦点焊( Refill friction stir spot welding,RFSSW)和超声波点焊在连接铝合金/CFRP、AHSS/CFRP上进行了工艺的探索和设备的改进。激光复合焊和冷金属过渡焊(Cold metal transfer,CMT) 是当下大部分汽车企业主要应用的连接技术,主要用于铝合金/AHSS 的连接。对于电池包壳体的连接,目前主要是使用紧固件连接,同时对特定的材料采取激光焊进行密封。本文针对多种车身材料包括铝/CFRP、高强钢/CFRP、铝/高强钢的连接问题,详细介绍了胶接、自冲铆连接、搅拌摩擦点焊、超声波点焊、激光复合焊和冷金属过渡焊技术的应用和研究进展,讨论了连接工艺参数对接头性能和焊点失效模式的影响,论述了基于有限元分析的接头疲劳寿命预测的难点和研究现状,并简要分析了电池包箱体连接技术的研究进展。新能源电动汽车多材料混合应用推动了连接技术的进步,但仍然面临着基体损伤、界面失效、焊接周期长、设备昂贵和难以自动化等问题,还需要进行更为深入的理论和应用研究。 汽车 2024年04月23日 1 点赞 0 评论 173 浏览
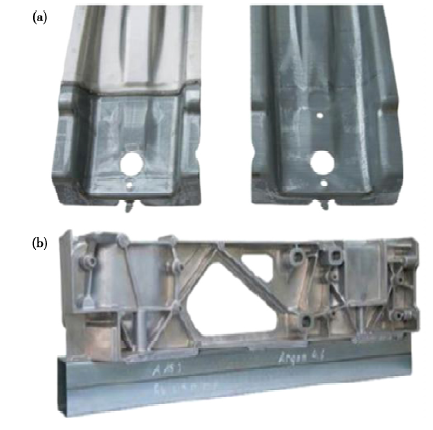
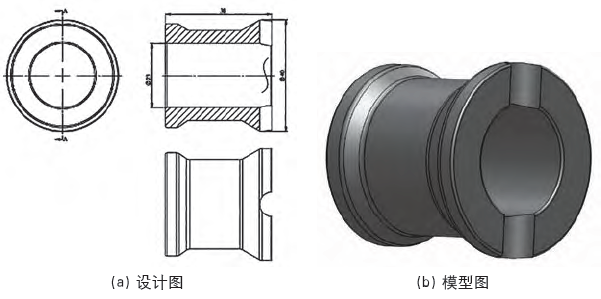
新能源汽车电池箱用零件冷镦锻造工艺研究 摘要:本文主要介绍了某合资品牌新能源电动平台底盘电池箱零件的成形方法和工艺流程,分析了新能源汽车电池箱零件的相关技术,探讨了新能源汽车电池箱零件的有效控制策略,旨在加强对新能源汽车电池箱零件冷镦成形工艺的研究,把控该项工艺实施的要点,基于实际情况选择适宜的冷镦钢线材材料,从多方面来把控各项工艺指标,从而保障新能源汽车电池箱零件的应用质量,提升汽车安全性能,促进新能源汽车制造行业的可持续发展。 汽车 2024年04月23日 1 点赞 0 评论 203 浏览
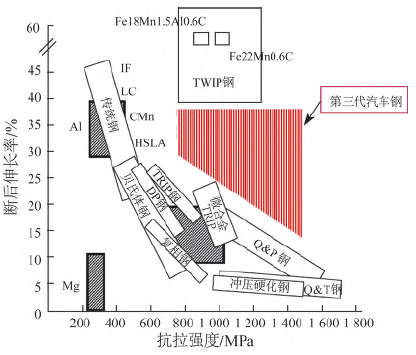
汽车用高强钢的发展与展望 摘要:对一系列汽车用高强钢(高强度低合金( high strength low alloy,HSLA) 钢、双相(dual-phase,DP)钢、复相(complex phase,CP)钢、相变诱发塑性(transformation inducedplasticity,TRIP)钢、孪晶诱发塑性( twinning induced plasticity,TWIP)钢、淬火- 碳分配(quenching & partitioning,Q & P) 钢、中锰钢)在生产和应用中出现的问题作了回顾,所采用的处理方法也作了介绍。对应用广泛的DP钢和CP钢的特点及其在应用时可能的互为补充作了叙述。列举了提高超高强度TRIP钢塑性的方法; 高锰TWIP钢因价高而受市场冷落,但可推荐为价格高且塑性很低的热冲压(hot stamping,HS)钢的替代品; 相比之下,中锰钢既有优良的强塑性,又有较低的价格易被汽车商接受。Q&P钢作为低合金钢有很好的强塑性,但钢厂需配备复杂生产线。建议对低碳低合金钢如自回火钢作更多关注和探讨。 汽车 2024年04月23日 0 点赞 0 评论 213 浏览
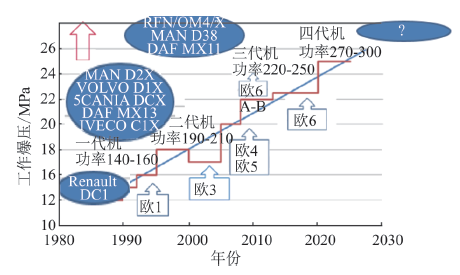
现代商用车发动机发展趋势 摘要:日益严格的排放法规对发动机技术提出了日益严峻的挑战,也是推动发动机技术革新的重要驱动力。首先分析了欧洲商用车市场的特点,聚焦于牵引车市场动力发展现状,并针对主流市场整机厂的发动机逐一进行分析,然后进行横向和纵向分析,最终总结了商用车发动机的发展趋势,为国内发动机发展提供了借鉴。 汽车 2024年04月23日 0 点赞 0 评论 206 浏览
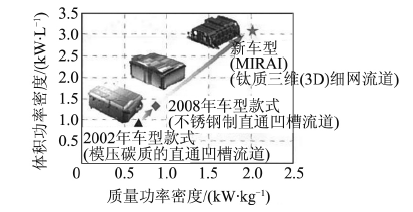
燃料电池汽车的核心技术 摘要:被誉为新一代环保车型的燃料电池汽车可不使用传统化石燃料,而以来源丰富的氢气作为燃料,运行后的排放物只有水,且不排放CO2。燃料电池汽车通过电机驱动车辆,可兼顾静音性与良好的行驶性能,燃料填充时间较短,并能确保与内燃机汽车相近的续航里程。各汽车制造商目前正在积极开展针对燃料电池汽车的研发与推广工作。介绍了田公司燃料电池系统(TFCS)及燃料电池堆的结构、设计与控制。着重阐述了燃料电池系统的1项核心技术,即“水管理控制技术”,以及基于燃料电池堆的设计过程与燃料电池堆内部状态的可视化及计测技术。 汽车 2024年04月23日 1 点赞 0 评论 181 浏览
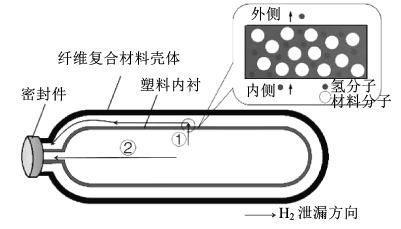
氢燃料电池车储氢技术及其发展现状 摘要:在氢能产业链中,储氢技术是氢能发展中不可或缺的一个环节,各种储氢技术已应用于车载储氢系统。综述了氢燃料电池车储氢技术的研究现状,并对高压气态储氢、低温液态储氢、有机液体储氢和金属氢化物储氢的优缺点进行对比分析。物理储氢技术具有储氢质量高、成本低、操作简单等特点;化学储氢技术在具有高储氢能力的同时提高了储氢技术的安全性。为满足氢燃料电池汽车对储氢技术的要求,在达到更清洁、更安全、低成本标准的同时,保持高能量密度储存是储氢技术的关键。 汽车 2024年04月23日 0 点赞 0 评论 209 浏览
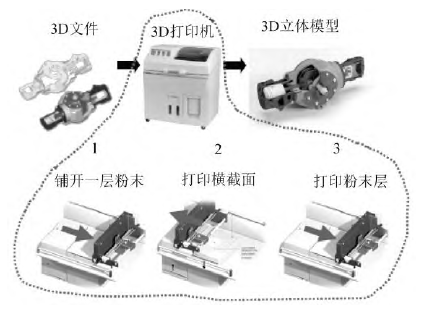
3D打印技术在汽车行业的应用 摘要:3D打印的特点及性能优势使其成为最为前沿和最具有潜力的技术之一,越来越多地被应用于汽车行业的研发、设计、制造、维修等各个领域。简述了3D打印技术的概念、特点及工艺,并对国内外3D打印的应用现状进行了阐述,同时指出我国3D 打印在汽车行业的重点研发方向。 汽车 2024年04月23日 1 点赞 0 评论 154 浏览
基于尺寸工程的辊压窗框分析与优化 摘要: 辊压窗框工艺复杂, 对整车尺寸影响大, 为了尽可能优化提升辊压窗框的尺寸, 降低后期匹配难度, 介绍了辊压窗框常见的产品结构及工艺流程, 通过理论模拟计算以及实际测量数据分析, 指出了辊压窗框的常见缺陷。针对造型设计、产品设计、尺寸设计, 工艺设计以及供应商管理等几个方面提出了一些尺寸优化方案, 从而降低了成本, 保证了质量, 为辊压窗框的尺寸控制及优化提供了一些思路。 汽车 2024年04月23日 0 点赞 0 评论 154 浏览
宝钢汽车排气系统用不锈钢国产化的应用 摘要:介绍了宝钢近3年在推进汽车排气系统用不锈钢产品国产化工作中的总体思路和具体举措,以及宝钢与国内汽车主机厂和零部件公司合作推进汽车排气系统用不锈钢国产化工作的成效及思考。先期介入和技术支撑是推进汽车排气系统用不锈钢国产化的重要手段。实现排气系统用不锈钢国产化有利于促进中国汽车工业由汽车大国迈向汽车强国。 汽车 2024年04月23日 0 点赞 0 评论 141 浏览