船用薄板激光-电弧复合焊工艺研究
罗高祥,李超,喻军,赵立苏,周福斌 (上海外高桥造船有限公司)
摘要:采用激光-电弧复合焊对船用AH36级6mm薄板进行焊接工艺对比试验。在不改变其他参数的情况下,通过改变预热功率与焊接速度,分别进行试验。结果表明:当焊前预热功率为20kW、焊接速度为2300cm/min时,焊缝成形良好且检测无缺陷,硬度分布均匀,拉伸接头强度高于母材,弯曲试样表面无可见裂纹,冲击吸收能量符合标准,是最优的参数组合;当焊前预热功率为5kW、焊接速度为2100cm/min时,焊缝成形余高较高,焊缝熔合线+2mm处冲击吸收能量过低。
关键词:激光-电弧复合焊;薄板;焊缝成形;无损检测;力学性能
目录介绍
1 序言
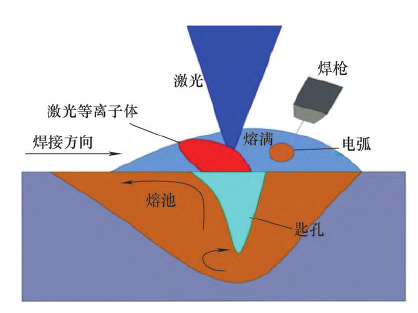
2 激光-电弧复合焊原理
3 激光-电弧复合焊试验材料及方法
4 试验结果及分析
4.1 焊缝外观形貌
4.2 无损检测
4.3 宏观检测
4.4 硬度检测
4.5 拉伸与弯曲试验
4.6 冲击试验
5 结束语
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复