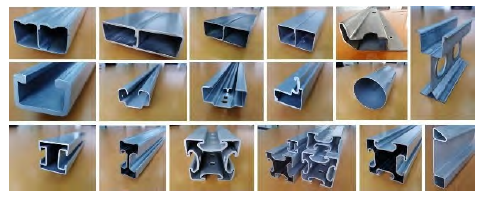
定制辊压成型技术发展综述 摘要:辊压成型技术是钢铁材料深加工技术的重要分支,如今正面临着制造业发展带来的严峻挑战。定制辊压成型技术可以实现轻量化、节能减排与智能制造等先进制造理念,满足制造业转型升级的迫切需求。对比了定制辊压成型技术在国内外的发展现状,阐述其对我国制造业发展的重大意义,同时针对国内定制辊压成型技术发展过程的主要难点,提出了相应的解决方案和实施路径。最后对定制辊压成型技术在重点行业的应用状况以及市场规模做出展望。 钢铁 2024年04月24日 0 点赞 0 评论 288 浏览
激光喷丸处理对铁基熔覆层的组织演变和磨损性能的影响 摘要:为改善传统激光熔覆制备过程中产生的气孔、微裂纹、残余应力等质量问题,提高熔覆层的力学性能,采用激光喷丸(Laserpeening,LP)后处理铁基熔覆层,对比分析激光喷丸处理前后熔覆层的微观组织演变规律和磨损性能机理。结果发现,经LP处理后,熔覆层中没有发生相变,(110)晶面衍射峰产生了宽化效应,细化了表层的晶粒,改变了表面复杂的残余应力场,获得了均匀分布的残余压应力,显微硬度为激光喷丸处理前的1.3倍,摩擦系数相较于激光喷丸处理前降低了25%,有效的增强了熔覆层的磨损性能。 钢铁 2025年04月17日 1 点赞 0 评论 371 浏览
海上风塔用钢国内外研究现状及发展趋势 摘要:我国海岸线长达18万km,海上风能资源技术开发潜力巨大。近年来,在“双碳”的大背景下,我国风电行业政策利好不断,海上风电装机容量在电网中所占的比重快速上升,海上风塔用钢需求增长态势明显。随着海上风电进一步向集群化、大型化和深海化发展,如何开发出与之适配的低成本、综合性能优良的海上风塔用钢已成领域内亟待解决的关键性问题。介绍了国内外海上风塔用钢的标准、分类及性能要求,并对其化学成分设计和生产工艺方面的研究现状及发展趋势进行了综述。 钢铁 2025年12月02日 1 点赞 0 评论 155 浏览
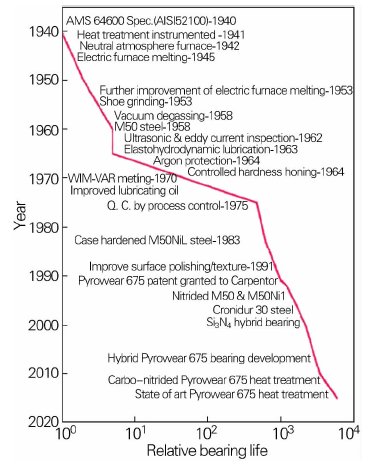
高性能轴承钢的比较分析 摘要: 对多种高性能轴承钢进行了比较分析。渗碳轴承钢比整体淬硬钢强度低,但塑性和韧性要高,现行钢种中仅CSS-42L、M62钢的硬度达到68HRC,意味着有更大的动态承载能力。高Cr型的Cr-Mo-V( Co) 系轴承钢有较好的热硬度,其中CSS-42L、M62钢500℃时的热硬度超过58HRC。P675、Ferrium C61、M50NiL 等钢的渗层硬度分布比较合理,虽然CSS-42L 钢有很高的表面硬度,但其渗层存在硬度“凹区”,限制了高载荷条件下的使用。耐蚀性是影响轴承寿命的最重要指标,耐蚀性较好的有Cronidur 30和Pyrowear 675( P675)钢,CSS-42L钢和M50NiL 钢耐蚀性较差。除CSS-42L钢外,350℃以上使用的轴承钢残留奥氏体体积分数少于10%; CSS-42L钢残留奥氏体量太多,高温下使用时在温度和载荷的作用下奥氏体发生转变,会影响尺寸稳定性,限制了它在宇航领域的使用;目前可供在500 ℃使用的轴承钢有粉末型高速钢M62和ASP2060。渗碳/渗氮可使钢表面产生残余压应力,有利于提高疲劳寿命,P675、M50NiL 钢的亚表层压应力大于CSS-42L钢。虽然球-杆试验机测试的疲劳寿命CSS-42L钢约是Pyrowear 675 钢的两倍,但在轴承的高载荷加速试验中润滑不足时Pyrowear 675钢的疲劳寿命高于CSS-42L钢。 钢铁 2024年04月24日 0 点赞 0 评论 371 浏览
钢的氧化行为与氧化铁皮结构演变 摘要:通过对氧化铁皮结构在冷却时的转变以及易除鳞氧化铁皮结构组成的研究成果,对热轧产品氧化铁皮的研究结论进行了总结,主要结论为:纯铁在570℃以上温度的空气中氧化,可以得到典型的 FeO、Fe3O4、Fe2O3三层结构;在700℃以上温度的空气中氧化,三层结构的厚度比例恒定为95:4:1;根据化学成分、气氛条件、气体流动速率、基体组织、试样表面粗糙度、晶粒尺寸、氧化时间、氧化温度的不同,钢铁材料的氧化铁皮呈现出不同的结构和比例。热轧过程中,根据原始氧化铁皮结构和冷却条件的不同,最终产品的氧化铁皮结构同样出现复杂的变化,不同的结构显著影响了后续除鳞。 钢铁 2025年04月03日 1 点赞 0 评论 308 浏览
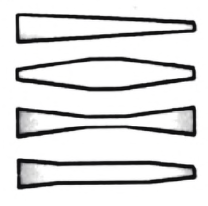
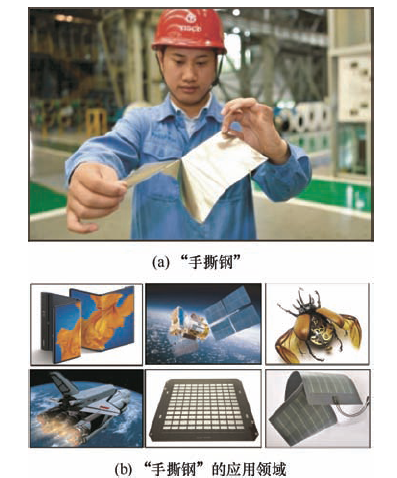
柔性轧制及其实现方法 摘要:介绍了柔性轧制的概念,将柔性轧制分为几何形状尺寸的柔性调控和产品性能柔性控制两种类型,分别介绍了两类柔性轧制的实现方法和相关技术。在形状尺寸柔性调控中,利用对轧辊辊缝及孔型的灵活控制,获得具有形状尺寸优化、负载能力增强的产品,满足一些特定需求,实现节材减重、节能减排;在轧制中对组织性能进行柔性控制方面,介绍了从早期一钢多能、一钢多用,到用同一种化学成分生产不同晶粒尺寸的产品,获得不同力学性能的状况,再到近期提出的UniSteel概念,以单一化学成分取代已有的繁多汽车用钢品种;最后对柔性轧制技术的发展进行了展望。 钢铁 2025年11月26日 1 点赞 0 评论 217 浏览
高品质钢铁板带轧制关键装备与技术研究进展 摘要:高品质钢铁板带是航空航天、武器装备、核电能源、轨道交通、石油化工、建筑桥梁等国家重大工程的基础材料,其生产装备与制备技术代表着工业基础水平,是支撑我国经济发展的中流砥柱和维护国防安全的重要保障。面向未来国家经济主战场与战略必争领域,以高品质钢铁板带为对象,对宽厚板轧制、热连轧、冷连轧等具有代表性的生产过程进行关键装备与技术研究进展综述,将国家需求和创新引领作为主线,提出以“极限化、复合化、智能化、绿色化”为导向的技术路线和发展方向,进一步健全创新体系、攻克关键技术、突破关键材料、提高产品质量、促进产业升级和降低能源消耗,以期对钢铁产业绿色可持续发展有所裨益。 钢铁 2024年04月23日 1 点赞 0 评论 847 浏览
氢冶金炼钢技术的研究现状与展望 摘要:提出了“氢气炼钢”代替“氧气炼钢”的观点,对“氢气炼钢”的研究现状进行了总结和评价。氢冶金炼钢在节能降耗和改善产品质量方面具有独特优势。一方面“氢”具有高效熔炼作用,能够有效降低炼钢能耗。等离子体态的“氢”具有高温、高热导率的优势,可作为高效热源实现炉料熔化与钢液加热,在电弧炉、转炉以及中间包等炼钢设备中得到初步应用。喷吹气态“氢”能够加速成分和温度均匀,且氢气泡运动能粘附和加快其他非金属夹杂物上浮;同时与钢液中的氧等反应释放大量热量,改善了熔池反应的热力学与动力学条件。此外,“氢”通过营造还原性气氛,抑制氧化,降低Cr、Mn等合金元素的损耗。另一方面,“氢”具有无污染精炼的作用,能够显著提高钢液洁净度。基于“氢”的高活性和高还原性,“氢”能够有效去除钢中O、C、N、S和P等杂质元素,尤其是等离子态“氢”,可直接与杂质元素反应生成H,O、CH4、NH、H,S和PH,等极易挥发去除的气体产物,避免非金属夹杂物形成,实现“零夹杂物”的高效高洁净度炼钢。因而,发展以“氢”代“碳”的氢冶金新一代绿色近零碳“零夹杂物”无污染钢铁冶金流程,将加速钢铁工业绿色高质量可持续发展,助力中国实施“双碳”与“制造强国战略。 钢铁 2025年03月03日 1 点赞 0 评论 306 浏览
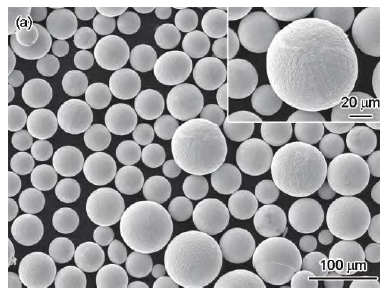
GH4099合金粉末的热等静压成形和薄壁筒体的制造 摘要:分别采用等离子旋转电极雾化法(PREP)和无坩埚感应熔炼超声气体雾化法(EIGA)制备出GH4099 洁净预合金粉末,再将其热等静压(HIP)制备GH4099 合金,研究了热等静压温度对其显微组织和拉伸性能的影响。采用优选的热等静压制度1230℃/150 MPa/4 h 进行有限元模拟辅助包套设计,用PREP粉末制造出GH4099 薄壁筒体。结果表明,与EIGA法相比,用PREP法制备的GH4099 粉末球形度更好、表面氧化层更薄,更适合进行热等静压成形。在1165℃~1230℃随着热等静压温度的提高GH4099 合金的孔隙和原始颗粒边界数量显著减少,使其在900℃的拉伸性能提高。用PREP粉末制造的GH4099 薄壁筒体,其关键尺寸与实际薄壁筒体的相对偏差小于5%。 钢铁 2025年11月19日 1 点赞 0 评论 161 浏览
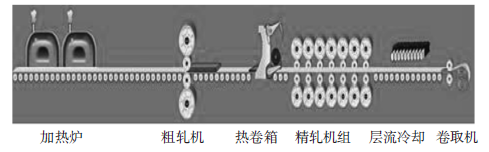
1.2 mm薄规格带钢开发及稳定轧制的研究 摘要:唐山不锈钢1580热轧生产线极限薄规格带钢生产稳定性差,本文分析影响的主要因素包括:板坯加热温度的均匀性、轧制过程温度、轧制设备精度、轧制稳定性及层冷工艺等。通过调整板坯加热工艺和加热炉操作工艺,优化粗轧机末道次的负荷分配,优化精轧机负荷分配,调整轧制模型预设参数取值方法等措施,1580热轧生产线成功开发生产了235 MPa强度的1250 mm×1.2mm规格的产品,同时提高了薄规格产品的轧制稳定性。 钢铁 2024年04月15日 0 点赞 0 评论 177 浏览