辊冲复合成形研究现状
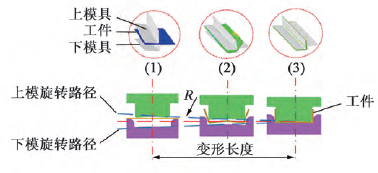
摘要: 辊冲复合成形( 链模成形) 是一种新型轻量化的金属成形工艺,该工艺融合了辊压和冲压的相关技术特点,具有节能、成本低和效率高的显著优势,特别适合轻量化、变截面材料的成形。该工艺通过扩大虚拟圆弧半径来延伸有限成形长度,将成形过程变成一种近似于连续成形的方式,该过程类似于具有超巨大辊轴半径的辊压成形过程。随着成形长度的增加,峰值和残余长轴应变减少。因此,辊冲复合成形的产品中有着更低的冗余塑性变形和残余应力。目前,该工艺是新能源汽车、建筑、电子以及轨道交通等行业中轻量化、变截面零部件的最有前景的成形工艺之一。系统回顾了辊冲复合成形等截面和变截面技术理论在国内外的研究现状、辊冲复合成形仿真和实验工作在国内外的发展及应用。介绍了辊冲复合成形相关装备开发的研究进展。展望了辊冲复合成形的前沿和发展趋势,包括可折叠曲面、最优成形曲面、轻量化材料、柔性辊冲复合成形、微辊冲复合成形和智能制造。