攀西钛资源综合利用技术应用现状及发展方向
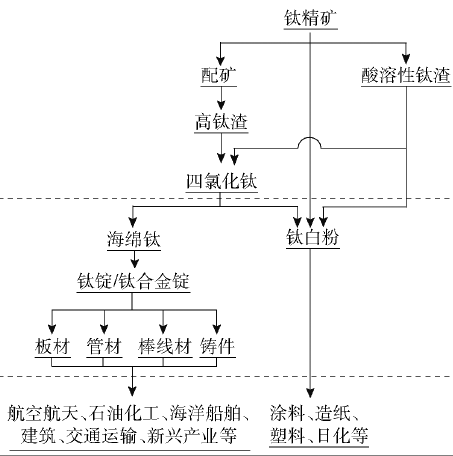
摘要:我国四川省攀西地区钒钛磁铁矿资源中钛资源储量巨大,主要以钛精矿形式回收利用,并主要用于硫酸法钛白和酸溶性钛渣生产原料,其产量占全国钛原料市场的75%以上。硫酸法钛白工艺技术成熟,已形成相对完整的“内循环”,但尚未全面突破硫酸法钛白联产技术;电炉冶炼酸溶性钛渣工艺技术较成熟,主流工艺是钛精矿不预处理-实心圆形电极-密闭圆形电炉连续冶炼工艺,钛精矿酸性氧化球团-电炉冶炼一步法工艺、大功率矩圆形电炉冶炼酸溶性钛渣等钛渣新工艺发展较快、发展空间大,是今后主要发展方向。目前攀西地区发展钛产业的一个主要问题是缺乏沸腾氯化法钛白工艺需求的高品位钛资源,未来需要突破攀西高钙镁钛精矿除杂提质制取高品位高钛渣关键核心技术,并同时研发攻关硫酸法钛白附产绿矾和钛石膏回收循环利用技术、高炉钛渣提钛及综合利用技术、钒钛铁精矿非高炉炼铁新技术,以及以钛精矿、钛渣或钛白粉为原料制备含钛及钛基新材料技术,以期获得攀西钛产业的健康可持续发展。