箔材轧机板形控制原理的研究
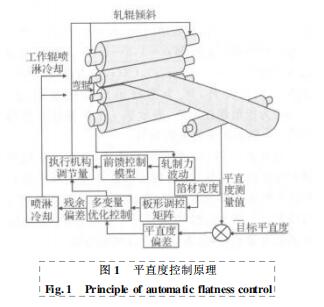
摘要:对单机架不可逆四辊箔材冷轧机板形自动控制(AutomaticFlatnessControl简称AFC)系统控制原理进行了详细介绍,深入说明了由计算平直度偏差,到利用多变量最优化算法求出机械执行机构修正量,以及由残余平直度偏差到喷淋级别的计算过程。对实际控制效果进行分析表明,在稳定轧制情况下,箔材平均平直度偏差控制在0~3I之间,板形情况良好,满足了高精度箔材板形控制的要求。
目录介绍
1板形控制原理
1.1平直度测量与平直度偏差计算
1.2板形调控矩阵的计算
1.3平直度机械执行机构调节量计算
1.3.1前馈控制调节量的计算
1.3.2反馈控制调节量的计算
1.4乳化液喷淋冷却控制
2应用效果
3负能炼钢攻关效果
4结语
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


不错,很好的文章