CVC工作辊热辊型演变机理及其对板形的影响
赵海金1,李旭1,张君婷2,邢俊芳3,廖哲1,陈丰2,田志强2 (1.东北大学轧制技术及连轧自动化国家重点实验室;2.天津荣程联合金属制品有限公司热轧厂;3.承德钒钛新材料有限公司板带事业部)
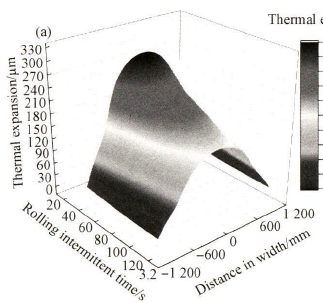
摘要:CVC技术是20世纪80年代出现的先进的板形控制技术,该技术通过轧机工作辊轴向横移获得所需辊缝凸度,从而控制出口带钢板形。热轧过程中CVC工作辊的热辊型变化对辊缝凸度影响显著,精确预报工作辊的热辊型对提高带钢板形控制精度和减小轧辊磨损有着重要的意义。以某厂1780mm带钢热连轧生产线为研究对象,运用大型有限元分析软件ANSYS/LS-DYNA分别建立第4机架的工作辊三维热凸度有限元仿真模型和三维有限元轧制仿真模型。分析不同轧制时间、轧制速度、轧制间隙时间等轧制工艺对热辊型的影响。将不同轧制工艺下得到的热辊型代人到轧制仿真模型中,分析不同轧制工艺下的热辊型对带钢板形的影响。轧制初期工作辊热辊型发生明显变化,工作辊热凸度增加,带钢凸度降低,4000s后工作辊热辊型达到稳定状态,带钢凸度不再变化;轧制速度对热辊型影响较小,在热凸度稳定后对板形影响较小;工作辊随着轧制间歇时间的增加,冷却时间增加,热膨胀量减小,导致带钢凸度增加;随着带钢宽度的增大,工作辊边部吸收热量增加,工作辊热辊型边部发生明显变化,带钢凸度增大。仿真结果表明,轧制时间、轧制间隙时间、带钢宽度对板形影响较大,轧制速度影响较小,研究成果能为现场轧辊原始辊型曲线设计和板形控制提供参考。
关键词:热辊型;CVC工作辊;板形;有限元分析;温度场
目录介绍
1 有限元仿真模型
1.1 CVC技术
1.2 边界条件及模型简化
1.3 工作辊热凸度模型
1.4 轧制有限元仿真模型
2 模型验证
2.1 工作辊温度场模型验证
2.2 三维弹塑性有限元轧制模型验证
3 结果分析
3.1 轧制时间对热辊型和板形的影响
3.2 轧制速度对热辊型和板形的影响
3.3 轧制间隙时间对热辊型和板形的影响
3.4 带钢宽度对热辊型和板形的影响
4 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复