300M钢起落架作动筒挤压成形数值模拟
李波1, 韩文1, 韩顺2, 刘男3, 王建国3, 厉勇2, 王春旭2, 张新全1 (1.航空工业第一飞机设计研究院; 2.钢铁研究总院有限公司 特殊钢研究院;3.西北工业大学 材料学院)
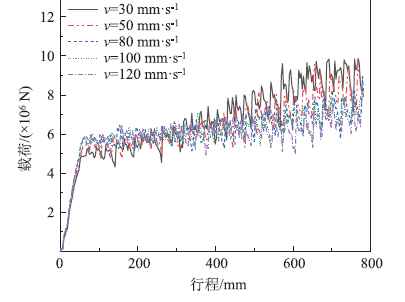
摘要: 针对飞机起落架传统制造工艺中成形载荷大、材料利用率低、生产周期长等问题, 提出利用反挤压工艺制造300M钢起落架作动筒件, 设计了反挤压模具及坯料形状, 并使用Deform-3D进行有限元模拟, 分析了挤压温度为1050~1150℃、挤压速率为30~120 mm·s-1 时挤压过程中温度、等效应变、挤压力的变化规律。结果表明: 随着挤压温度或挤压速率的上升,锻件温度均呈上升趋势, 但温度分布规律基本不变; 锻件挤压前期的挤压力随挤压温度的上升而降低, 后期挤压力差异不显著; 高挤压速率下初始挤压载荷较大, 但曲线更加平稳, 挤压温度为1050℃、挤压速率为120mm·s-1时挤压载荷基本稳定在6.0×106N; 不同挤压温度和挤压速率下的平均应变差分别为4.55%和3.41%, 其等效应变量比例和分布规律差别很小。综合分析, 最佳工艺参数组合为挤压温度为1130℃、挤压速率为30~50mm·s-1。
关键词: 起落架作动筒; 300M 钢; 反挤压; 挤压温度; 挤压速率
目录介绍
1 有限元模型与实验方法
1. 1 材料模型
1. 2 几何模型
1. 3 模拟方案
2 挤压过程模拟结果及分析
2. 1 挤压过程温度场、等效应变场和挤压力变化规律
2. 1. 1 温度场
2. 1. 2 等效应变场
2. 1. 3 挤压力
2. 2 挤压温度的影响
2. 3 挤压速率的影响
3 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复