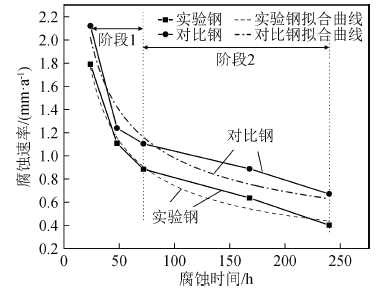
摘要:为解决矿井液压支架用钢由于服役环境复杂经常出现腐蚀的问题,设计开发了矿井液压支架用耐蚀钢,同时对其轧制及热处理工艺、组织性能、腐蚀行为等进行了研究。结果表明:采用中C,低P、S,复合添加Cr、Ni、Cu的化学成分设计,研发的Cr+Ni+Cu系耐蚀钢经模拟轧制、在线淬火后,在530℃保温1h进行回火,组织为回火马氏体,力学性能最佳,抗拉强度和屈服强度分别为1023、911MPa,断后伸长率和断面收缩率分别为15%、55.9%,强度及塑韧性均满足国标要求且均较目前矿井用钢27SiMn有所提升;随着回火温度升高,实验钢中位错密度降低,强度逐渐下降,组织发生回复,马氏体板条边界变得模糊,带状结构消失,部分板条发生合并,尺寸变宽,由板条结构转变为块状,导致大角度晶界数量增多,塑韧性呈上升趋势;随着腐蚀的进行,实验钢腐蚀速率逐渐下降并趋于稳定,经240h全浸腐蚀(碱性盐溶液)后,实验钢的年腐蚀速率为0.401mm/a,相较于对比钢降低了40%,耐腐蚀性能良好;实验钢锈层主要为Fe(CrO4)OH,致密稳定,减少了溶液与基体的接触,提高了锈层对基体的保护能力。
机械
2025年12月03日
1 点赞
0 评论
140 浏览