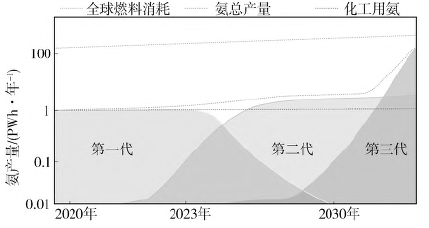
零碳及低碳燃料内燃机应用进展分析 摘要:随着“碳达峰,碳中和”目标稳步推进,世界各国对内燃机碳排放标准越来越严苛,如何突破常规化石燃料带来的高碳排放问题,对于未来交通发展尤为重要。目前,采用氢、氨、甲醇等零碳及低碳燃料替代传统化石燃料是必然的选择,零碳及低碳内燃机是现在和未来的研发热点。为助力零碳及低碳内燃机快速发展,阐述了氢、氨、甲醇、乙醇以及天然气等燃料的物化特性,同时分析它们在内燃机中最新应用进展,并对其未来发展所面临的问题给出相应参考建议。 汽车 2024年10月17日 1 点赞 0 评论 285 浏览
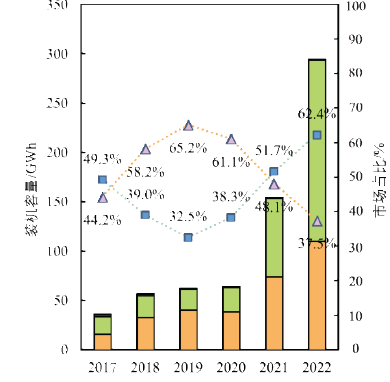
中国乘用车电动化对动力电池关键金属材料的需求研究 摘要:新能源汽车作为交通运输领域节能减排的重点,近年来的迅速发展导致其对锂、钴、镍、锰等电池材料的需求剧增。为评估相关资源的供应风险,基于Gompertz曲线模型和物质流分析的方法,对两种电池技术发展情景下中国2023—2050年新能源乘用车电池材料的需求进行了预测。结果显示,在磷酸铁锂电池路线(LFPR)下,2050年锂、钴、镍、锰的需求将分别达到238、169、362、158 千吨;在三元锂电池路线(NMCR)下,2050年锂、钴、镍、锰的需求将分别达到242、201、1084、187千吨。当前中国锂、钴、镍的产能将难以满足未来新能源汽车发展的需要。2050年的回收锂、回收钴和回收镍将至少能分别满足86.5%、93.5%和65.8%的新增需求。鉴于国内目前还缺乏有关废电池回收的全面法律法规,制定相关标准势在必行。 汽车 2025年03月31日 1 点赞 0 评论 355 浏览
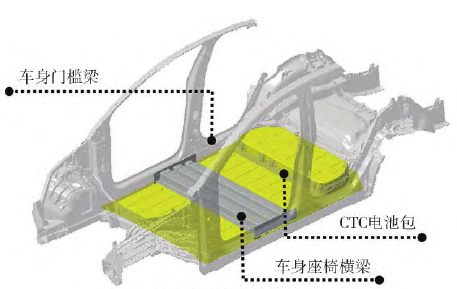
基于VRB/OW-GFRP混合结构的CTB电池包上盖总成轻量化设计研究 摘要:电池车身一体化(CTB)是提升电动汽车续航里程的关键技术。利用胶接工艺将变厚度(VRB)结构与正交编织玻璃纤维增强复合材料(OW-GFRP)粘接形成的VRB/OW-GFRP混合结构,是降低CTB电池包质量的创新结构,有助于进一步提升电动汽车的续航里程。以某款电动汽车为研究对象,设计了一种CTB电池车身一体化结构,实现了电池包上盖与车身地板的集成融合。分别采用VRB结构、UT/OW-GFRP及VRB/OW-GFRP混合结构替代等厚度(UT)CTB电池包上盖总成,并基于多阶段优化方法开展了3种类型CTB电池包上盖总成的轻量化设计。结果表明,在满足CTB电池包刚度性能前提下,VRB结构相比UT结构实现减质量6. 4%;基于VRB/OW-GFRP混合结构的CTB电池包上盖总成轻量化效果约为金属结构的3倍,VRB/OW-GFRP相比UT/OW-GFRP混合电池包上盖总成进一步减质量4. 2%。由此可见,VRB/OW-GFRP混合结构是未来汽车轻量化技术发展的重要趋势,在CTB电池包上盖总成中具有巨大的应用前景。 汽车 2024年10月12日 1 点赞 0 评论 280 浏览
汽车门外板模面精细化设计研究与应用 摘要:以某车型汽车门外板为研究对象,分析了表面质量缺陷、材料减薄、接触距离、结构强度等因素对制件成形质量的影响,根据分析结果进行模面精细化设计应用,并验证了其有效性,缩短了模具制造周期,提升了制件品质。 汽车 2025年02月03日 1 点赞 0 评论 249 浏览
汽车车身用新型冷轧薄板研发进展 摘要:对近年来汽车车身用新型冷轧薄板的研发进展进行了综述,重点介绍了国内外增强成形性双相钢(Dual phase steelwith improved formability,DH)、锌铝镁镀层钢板和高鲜映性汽车外板的技术思路、产品优势和应用情况. DH 钢中适量稳定性较高的残余奥氏体大幅提高了断后延伸率及加工硬化率,在解决冲压开裂、实现车身轻量化方面效果显著;锌铝镁镀层特殊的相结构决定了其优异的耐蚀性能和成形性能,在汽车内板和外板得到广泛应用;成形零件的表面波纹度是评价高鲜映性汽车外板的重要指标,首钢开发了表面波纹度演变机理及控制技术,解决了钢板表面粗糙度与波纹度协同控制难题. 指出了这些新型冷轧薄板要关注的生产和应用方面问题,如DH 钢中较高Al、Si含量导致的连铸生产困难和表面质量问题、高合金含量带来的性能波动问题、高强度级别产品的氢脆问题和镀层板焊接的液态金属脆性(Liquid metal embrittlement,LME)问题等;锌铝镁镀层钢板焊接、涂装、粘接、成形等基础数据还不健全,高耐蚀性能还需得到更多用户检验及认可;高鲜映性汽车外板还需要进一步减少表面缺陷的数量、尺寸,进一步压制长波的表面轮廓. 汽车 2024年09月04日 1 点赞 0 评论 208 浏览
-30至50℃车辆工况下CO2喷射器的适应性研究 摘要:为推动喷射器回收膨胀功技术的实车应用,本文开展了-30~50℃宽温区运行工况下车用压缩-引射式CO2热泵系统制冷制热性能及喷射器膨胀功回收特性研究,重点分析了工作喷嘴对固定尺寸喷射器变工况适应性的影响。结果表明:制冷工况下随着环境温度升高,喷射系数递减,而升压比递增;制热工况下随着环境温度降低,喷射系数和升压比均先增大后减小;制冷工况下喷射器回收膨胀功占最大可回收膨胀功的16.7%~37.2%,制热工况下为9.9%~41.3%;以高温制冷工况设计的固定尺寸喷射器难以适应低温制热工况,偏离设计工况时,喷嘴出口过膨胀会造成激波能量损失,而低温制热工况下喷嘴出口因欠膨胀会导致喷射器无引射效果。 汽车 2025年01月21日 1 点赞 0 评论 186 浏览
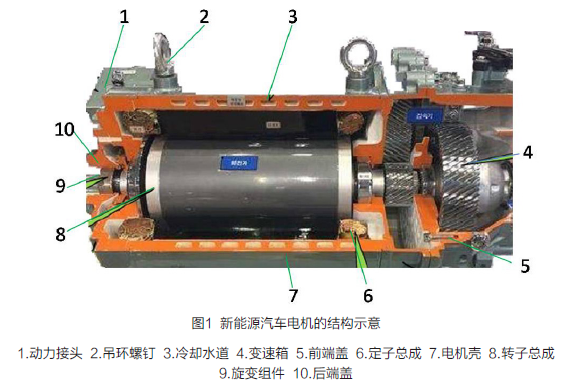
新能源汽车驱动电机的智能制造 摘要:介绍了新能源汽车常用驱动电机类型及性能,从定子总成、转子总成、定转子合装测试三个方面讲述通常工艺路线,给出驱动电机降本发展对策。 汽车 2024年04月23日 1 点赞 0 评论 175 浏览
2023年汽车用钢供需分析及2024年展望 摘要:汽车行业是钢铁行业重要下游行业之一。2023 年我国汽车行业产销创历史新高,新能源汽车渗透率达到31.7%。汽车产销快速增长带动汽车用钢明显增长,从多个维度总结和分析2023 年汽车用钢需求和供应情况,并对2024 年汽车用钢供需进行展望。 汽车 2024年08月19日 0 点赞 0 评论 203 浏览
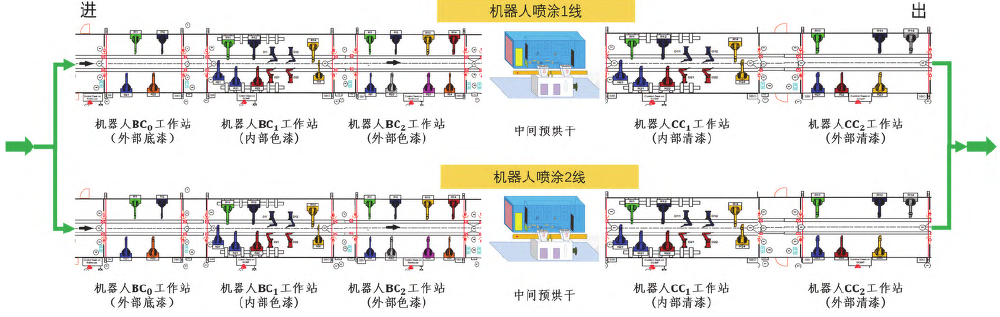
汽车喷涂机器人工艺规划及作业分区研究 摘要:在汽车工厂设计规划阶段,根据建立的喷涂机器人TCP(工具中心点)移动速率和涂料流量估算数学模型,确定了柔性化生产线需要的机器人数量,并通过离线仿形模拟验证,制定了机器人喷涂工艺方案和车身分区。 汽车 2024年04月23日 0 点赞 0 评论 166 浏览
汽车轻量化车身先进连接技术的应用与发展 摘要:高强铝合金和热成形材料是汽车车身现在及未来轻量化的发展方向,通过对大众集团车身铝合金和热成形钢的应用分析,重点介绍了钢/铝车身的主要焊接技术、焊接特点及其未来的发展方向,给出了不同材料组合的最优焊接技术方案。这对于汽车轻量化车身的结构设计,提供了重要的制造技术基础,促进了车身轻量化的发展要求。同时,对于焊接装备未来的发展方向,提供了重要的理论指导。 汽车 2024年08月06日 0 点赞 0 评论 175 浏览