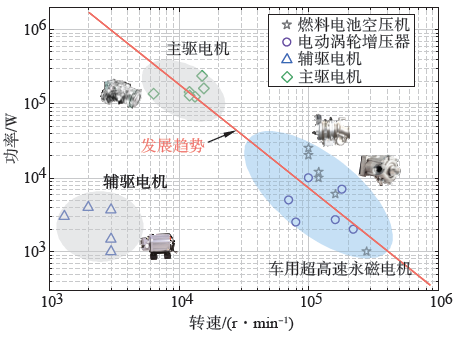
车用超高速永磁电机驱动控制技术综述 摘要:超高速永磁电机具有体积小、效率和功率密度高等优点,广泛应用于燃料电池空压机和电动涡轮增压器等车用领域。小电感和高基频等特性,使其驱动控制比常速永磁电机难度更大。本文从电路拓扑、电压调制策略匹配和无位置传感器控制3个方面详细论述车用超高速永磁电机驱动控制技术的研究现状,总结各类技术的研究热点,通过优缺点对比,给出了评价。最后展望了未来发展趋势。 汽车 2024年10月25日 1 点赞 0 评论 268 浏览
PVD技术现状及其在汽车内饰件上的应用 摘要: 物理气相沉积(PVD)技术是塑料表面金属化处理的重要手段,总结了蒸发镀、溅射镀和离子镀等PVD 技术的概念和特点,阐述了蒸发镀和溅射镀的生产工艺流程及对比塑料电镀的优缺点,介绍了PVD 技术在汽车内饰件上的应用情况以及相关试验验证项目,并对PVD的发展趋势进行了总结与展望。 汽车 2026年02月11日 1 点赞 0 评论 132 浏览
国内客车行业涂装的现状及未来的发展趋势 摘要:从客车生产的特点,车身用材料、涂料、腻子,以及涂装施工方法、设备、环境等方面介绍了国内客车行业的涂装现状,讨论了铝材、碳纤维、电脑喷绘和喷涂机器人在客车车身及其涂装中的应用情况,分析了客车涂装中应用高固体分、水性和无溶剂型涂料存在的问题,指出了客车涂装未来的发展趋势。 汽车 2024年04月23日 1 点赞 0 评论 216 浏览
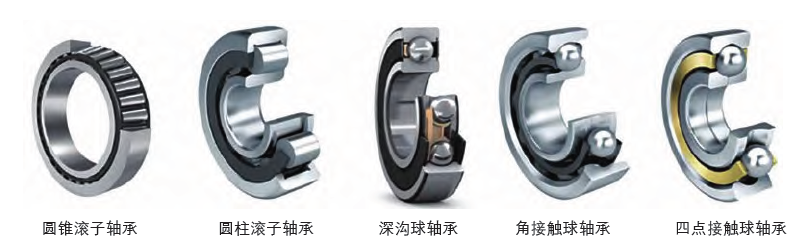
新能源乘用车变速箱轴承材料及热加工关键技术控制 摘要:新能源乘用车变速箱轴承包括圆锥滚子轴承、圆柱滚子轴承、深沟球轴承、角接触轴承、四点接触轴承。为提高新能源汽车变速箱轴承寿命,在轴承结构上除采用计算机仿真软件进行模拟设计,对轴承滚道进行低摩擦优化设计,微观修形,减少因应力集中而导致的早期失效。 汽车 2024年04月23日 1 点赞 0 评论 393 浏览
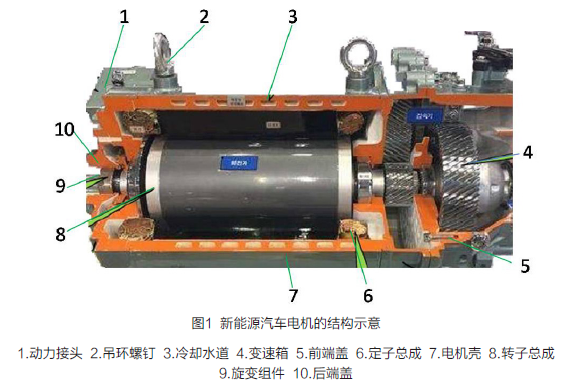
新能源汽车驱动电机的智能制造 摘要:介绍了新能源汽车常用驱动电机类型及性能,从定子总成、转子总成、定转子合装测试三个方面讲述通常工艺路线,给出驱动电机降本发展对策。 汽车 2024年04月23日 1 点赞 0 评论 176 浏览
新能源车用永磁同步电机散热分析及散热结构优化 摘要:以一台额定功率 70 kW的车用水冷永磁同步电机作为研究对象,分析了电机的损耗来源,并基于流体力学与传热理论建立了电机的热模型。在处理仿真模型时对绕组及气隙域进行了等效处理,考虑了铁芯导热系数的各向异性,并使用STAR-CCM+软件仿真获取得到电机在额定工况下的温度分布。通过在轴向水道内壁增加凸起特征对冷却水道结构进行优化,对优化后水道模型进行了仿真分析,仿真结果显示优化后的水道模型具有更好的散热效果。最后,在电机测试台架上对优化水道后的电机进行了温升测试,将测试数据与仿真数据进行对比,对比结果显示绕组温度两者几乎一致,永磁体温度偏差2.95%,这表明了仿真结果的准确性。 汽车 2025年04月25日 1 点赞 0 评论 383 浏览
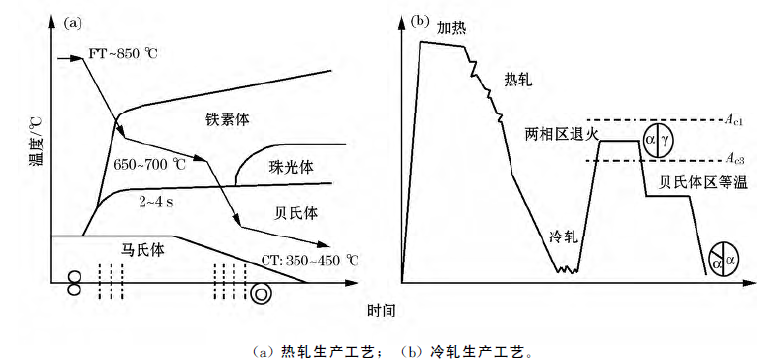
相变诱导塑性汽车用钢的发展现状与趋势 摘要:论述了相变诱导塑性(TRIP)钢的发展现状及其在汽车工业上的应用,重点讨论了TRIP效应的机理及TRIP钢性能的影响因素。介绍了2种采用新型工艺(低温贝氏体转变和淬火-碳分配工艺)的TRIP钢,并且通过对TRIP钢研究的最新数据,对比了2种工艺下TRIP钢的高速拉伸性能;最后对汽车用TRIP钢的研究方向进行了展望。 汽车 2024年04月23日 1 点赞 0 评论 151 浏览
智能制造技术在安全气囊发生器产品激光焊接中的应用 摘要:结合智能制造理念和先进技术经验,对安全气囊气体发生器激光焊接技术进行智能升级,实现全自动化激光焊接,焊接过程质量、焊缝质量全面检测,焊接全流程信息追溯查询,使产品安全防护等级提高,有效提升了生产效率,完善了质量管控水平。 汽车 2024年07月30日 1 点赞 0 评论 201 浏览
面向微显示芯片的车载抬头显示光路设计 摘要:增强现实车载抬头显示器(AR-HUD)以投影的方式为驾驶员提供实时路况信息。基于micro-LED 的微显示芯片具有自发光、高亮度、体积小的优点,可作为AR-HUD 的高性能图像源。基于Zernike多项式原理,利用ZEMAX 软件设计了面向微显示芯片应用的AR-HUD 光路结构,得到包括5 倍放大倍率的放大镜组和25 倍放大倍率的自由曲面镜组,最终将信号放大125 倍。采用0.6 inch(1 inch=2.54 cm)的micro-LED 显示屏作为光源,虚像距离(VID)为7.7 m。为了减少阳光倒灌,设计了针对绿色光源的窄带通滤光片,其绿光透过率可以达到60%~70%。搭建了车载抬头显示光学实验平台,并证实了预放大镜组辅助成像的可行性,这为小体积、高亮度和自发光的micro-LED 应用于车载抬头显示的设计及实现提供了方案。 汽车 2025年07月28日 1 点赞 0 评论 256 浏览
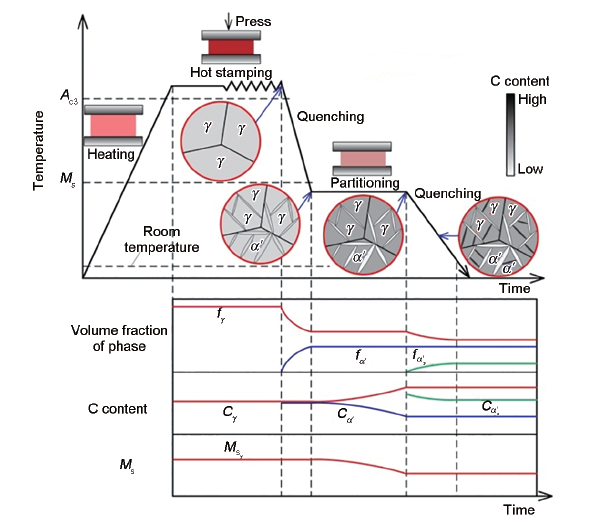
先进热成形汽车钢制造与使用的研究现状与展望 摘要:汽车采用超高强钢是实现轻量化兼顾安全性的必由之路,热冲压成形是高强汽车零件成形的关键工艺。近10 年来,热成形钢及其零件制造技术迅速发展。本文从以下几方面对热成形钢/零件制造与使用现状进行了综述:(1) 热成形钢材料(从传统MnB钢到最近新发布的一些热成形新钢种);(2) 工艺(热成形传统工艺到工业4.0 智能化生产);(3) 热成形淬火配分(Q&P)创新工艺研究现状及形变热处理基本原理;(4) 热成形过程的仿真模拟(热/力场、组织场、工艺等的模拟);(5) 热成形零件的使用服役评价。并对今后热成形汽车钢制造与使用前景作出展望。 汽车 2024年01月15日 1 点赞 0 评论 368 浏览