激光增材制造硬质合金的缺陷控制工艺与机理
王海滨,邢明,杨尔其,赵治,吕皓,刘雪梅,宋晓艳(北京工业大学材料科学与工程学院,新型功能材料教育部重点实验)
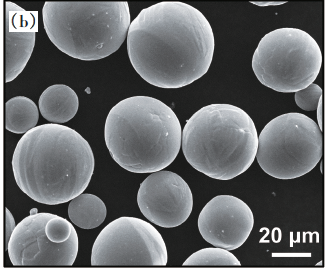
摘要:选区激光熔化(SLM)技术是目前WC-Co硬质合金增材制造的主要工艺之一,但由于金属相和陶瓷相在物理性质上存在显著差异,如何基于SLM工艺打印得到无裂纹和孔洞、且具有高性能的硬质合金零件仍然面临重要挑战。本文首先基于熔点差异相对较小的WC-Ti粉,研究了激光功率、扫描速率、扫描间距对成形试样孔隙率的影响规律,由此建立了激光工艺参数与打印件致密性的函数关系,发现扫描速率对成形试样致密性的影响最为显著。在此基础上,通过进一步协同优化激光光斑尺寸和粉末粒径,SLM打印WC-Co硬质合金的孔隙率降低至1.5%,完全消除了裂纹,并结合分子动力学模拟揭示了激光光斑尺寸和粉末粒径的优化匹配对抑制打印硬质合金中形成裂纹、孔洞等缺陷的作用机理。基于优化的WC-Co复合粉末、SLM成形和后续热处理条件,打印获得了具有双晶组织特征、近全致密的硬质合金切削刀片,维氏硬度为(1300±20)HV30,抗弯强度为(1020±130)MPa,压缩强度达到(3520±240)MPa,综合力学性能与同成分、类似晶粒尺寸的烧结硬质合金相当,显示出良好的应用前景。
关键词:硬质合金;选区激光熔化;增材制造;粉末粒径;致密性;力学性能
目录介绍
1 试验方法
1.1 材料制备方法
1.2 材料组织和性能表征方法
2 结果分析与讨论
2.1 工艺参数对SLM成形WC-Ti致密性的影响
2.2 工艺参数对SLM成形WC-Co致密性的影响
2.3 激光光斑尺寸和粉末粒径的匹配对SLM成形WC-Co致密性的影响
2.4 SLM打印WC-Co硬质合金热处理后的组织特征和性能
3 结论
©软件著作权归作者所有。本站所有文件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处!


发表评论 取消回复