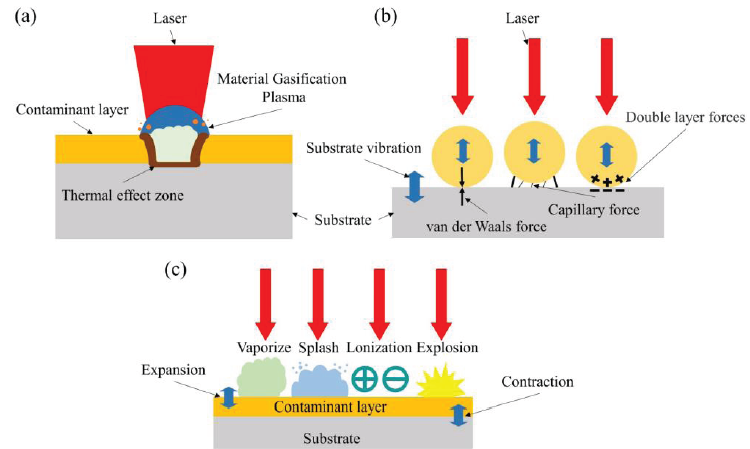
基于图像处理的碳钢表面激光除锈工艺研究 摘要:激光清洗技术是一种绿色、高效、无接触的先进清洗技术。为探究碳钢表面锈蚀污染层的激光清洗工艺,本文利用红外纳秒激光器,基于正交试验主要研究了激光功率、扫描速度、扫描次数和填充间距等工艺参数对除锈效果的影响规律。通过对激光清洗前后区域进行灰度化处理,并对灰度均值进行极差和方差分析,建立起基于灰度均值特征的碳钢除锈效果评价标准。结果表明,通过图像识别处理能够快速、准确确定碳钢表面状态,为后续激光清洗工艺提供量化评价指标。 钢铁 2024年04月10日 0 点赞 0 评论 243 浏览
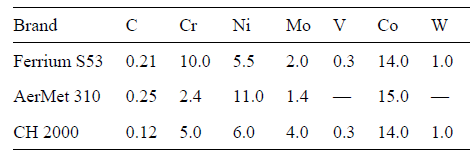
航空渗碳齿轮钢的迭代发展 摘要:对航空动力传动系统渗碳齿轮材料的代际发展、组分特征与强化机制进行综述。第一代渗碳齿轮钢为低碳中低合金钢,渗层组织通过Fe3C型碳化物进行表面硬化,因合金化元素含量低,第一代渗碳齿轮钢回火抗力差,普遍服役温区≤200℃。在第一代渗碳齿轮钢中,16Cr3NiWMoVNbE材料碳化物形成元素含量相对较高,通过临界饱和渗碳工艺方法,该材料可进阶为第二代渗碳齿轮钢进行宽温域服役。第二代渗碳齿轮钢为低碳中高合金钢,通过进一步提高合金化程度,适当提升抗回火能力较强的Mo元素含量,基体回火时,可析出部分回火抗力较高的M2C强化相,整体服役温区提升至≤350℃。第三代渗碳齿轮钢为低碳超高合金钢,借助计算材料学,充分发挥出“二次硬化”强化基体效果,能够在500℃ 以下温区长期服役。现有合金结构钢体系的强化机制,无法避免500℃以上高温长期服役的强度快速衰减问题,下一代渗碳齿轮材料,将以抗氧化性能优异的铁基合金为基础进行研制。 钢铁 2024年07月11日 1 点赞 0 评论 300 浏览
宝钢薄规格取向硅钢系列产品及其在电力变压器的应用 摘 要:随着宝钢硅钢第四智慧工厂投产,目前宝钢已形成高磁感取向硅钢P系列、激光刻痕取向硅钢R系列、普通取向硅钢G系列、低噪声取向硅钢LM 系列、特殊涂层取向硅钢W/Y/Z系列、耐热刻痕取向硅钢HS系列等六大系列50余个牌号取向硅钢产品,可以满足不同客户的使用需求。本文对宝钢薄规格取向硅钢系列产品进行介绍,并以B23R075、B20R070和B18R060为例,介绍其在电力变压器方面的应用。 钢铁 2024年01月12日 0 点赞 0 评论 742 浏览
高牌号硅钢冷轧机的发展与应用 摘要:本文系统总结了高牌号硅钢冷轧机及其工艺润滑系统的最新研究成果及应用。结合高牌号硅钢的材料特性,对比分析不同工作辊辊径和摩擦系数对轧制力的影响、各机型的产品覆盖范围等。结果表明,HYPER UC轧机可满足主要新能源汽车用钢需求,最小成品厚度约0.25mm。单机架二十辊轧机可满足所有主流高牌号硅钢的生产,最小成品厚度约0.15mm。连轧机领域,配合“直喷+循环”的工艺润滑系统,小六辊连轧机可生产成品厚度在0.2mm 以上的部分高牌号取向硅钢。十八辊连轧机由于工作辊辊径更小,道次压下率更大,最小成品厚度可降至约0.17mm,但受限于支撑材料强度和轧辊冷却能力,最大轧制速度低于六辊轧机,机组产量低。 钢铁 2026年03月11日 1 点赞 0 评论 95 浏览
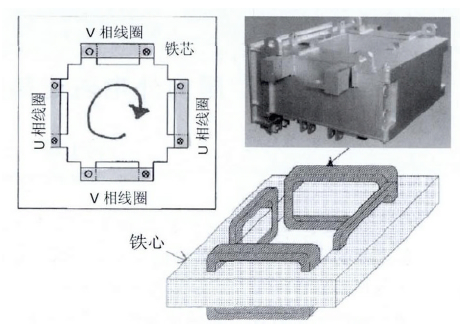
国内外电磁连铸技术应用研究进展 摘要:概述了电磁技术的作用及特点,介绍国外钢铁企业在电磁设备的设计及成本控制方面的研究成果,重点叙述新日铁、JFE、浦项和ABB 公司电磁搅拌技术的最新研究进展,以及新日铁脉冲电磁技术和塔塔钢铁公司中间包电磁控流技术的发展。简要说明了国内科研院所和钢铁企业通过对电磁设备的使用参数进行优化设置,改善铸坯中心偏析和疏松等缺陷。指出未来国内钢企应加强电磁设备的自主研发和设计,保证设备良好的冶金效果,并提高设备使用灵活性以及降低操作和维护成本。 钢铁 2024年03月21日 0 点赞 0 评论 234 浏览
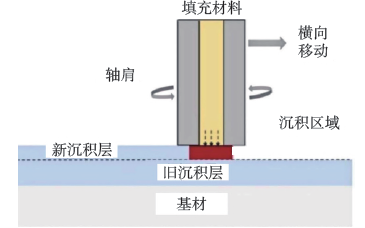
基于搅拌摩擦的钢铁材料固相增材再制造技术综述 摘要:在基础设施与装备制造领域,钢铁材料有着广泛的应用,随着部件服役年限的逐渐延长,不可避免地产生磨损、裂纹、腐蚀等损伤,进而引发材料性能衰退乃至结构失效等问题。增材再制造技术,由于其快速成形、材料利用率高、修复精度可控等特点,为修复与延寿提供了新方法。基于搅拌摩擦的增材制造以搅拌摩擦焊为原理,利用摩擦热和塑性变形实现材料的逐层堆积,具有热输入低、致密度高、残余应力低、力学性能优、效率高、绿色环保等优势,并且避免了熔融增材制造中的气孔、裂纹和元素烧损等缺陷,是一种新型固相增材制造技术。因此,在金属材料部件的修复与再制造中得到越来越多的关注。该文首先阐述了基于搅拌摩擦的固相增材制造技术原理、特点与工艺分类,并综述了用于钢铁材料增材制造的研究现状,最后探讨了针对修复与再制造的工业应用场景与技术发展方向。 钢铁 2026年04月30日 1 点赞 0 评论 108 浏览
轻质耐磨高锰钢的研究进展 摘要: 在“碳达峰”、“碳中和”成为全社会共识的背景下,轻质耐磨高锰钢因具有良好的强韧性、耐磨性以及较低的密度在冶金、矿山等行业中具有广阔应用前景。本文综述了轻质耐磨高锰钢的成分轻量化设计进展,以及基体组织、析出相以及表面改性对其耐磨性能影响,并展望了轻质耐磨高锰钢未来的发展趋势,以期为高锰钢轻量化及耐磨性能的协同提升设计提供参考。 钢铁 2024年06月26日 1 点赞 0 评论 233 浏览
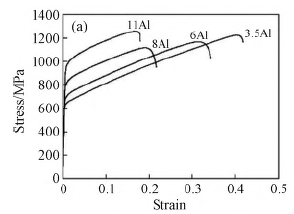
热冲压成形钢的强度与塑性及断裂应变 摘要:轻量化是支撑汽车电动化和智能化的重要赋能技术之一。抗拉强度为1500MPa的热冲压成形用硼钢(22MnB5)是目前最经济有效的车身轻量化技术解决方案,而汽车工业对轻量化需求的日益提高正引领热冲压成形钢向着更高强度、更高塑性及更高断裂应变的方向发展。本文首先分析了车身轻量化对碰撞过程中构件变形抗力和断裂抗力的要求,解释了强度与塑性及断裂应变等材料的力学性能参量对碰撞变形抗力和断裂抗力的影响,然后介绍了作者及其他研究人员在研究开发更高强度、更高延伸率的新一代热冲压成形钢的最新进展。 钢铁 2024年01月04日 0 点赞 0 评论 249 浏览
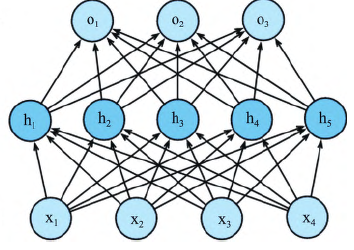
基于机器学习方法的冷轧硅钢磁性能预报模型研究 摘要:冷轧硅钢生产路径长,过程工艺控制复杂,在最终成品退火工序进行离线检测磁性能的生产组织模式,无法满足在中间工序进行过程工艺纠偏来提升产品性能稳定性的质量管控要求。本文利用XGBoost、LightGBM、多层感知机MLP等机器学习算法,通过对比不同算法的优劣,采用XGBoost和LightGBM 算法构建的磁性能预报模型可满足大生产条件下选择性采纳应用的要求,可支持实现各中间工序的生产过程中预报成品磁性能水平,从而达到指导过程工艺调整,并进而稳定最终成品磁性能的目的。 钢铁 2026年03月05日 1 点赞 0 评论 162 浏览
板带轧制装备-工艺-产品质量综合控制融合发展综述 摘要:精品板带钢生产涉及装备、工艺和产品质量等多方面,其中,装备为工艺提供平台支撑,工艺优化和装备革新直接决定产品质量提升,而终端用户需求和产品质量的提升再次驱动装备和工艺的再创新,这种螺旋式融合发展推动了板带轧制装备、工艺和产品质量系统集成和协同发展。然而,当前装备-工艺-产品质量之间适配度偏低己成为制约精品板带钢产品质量提升的瓶颈,催生出由传统单一学科向多学科交叉融合联合攻关板带轧制领域关键核心技术难题的新发展趋势。围绕板带轧制理论及轧机系统柔性适配理论技术、轧机装备稳健运行控制、产品形性一体化控制理论技术,总结分析板带轧制装备、工艺、产品质量综合控制的最新进展。在板带轧制理论及轧机系统柔性适配理论技术方面,针对轧机负载辊缝变化以及瞬态突变状态下缺乏柔性适配调控能力的技术难题,讨论当前板带轧机负载辊缝形状控制理论技术,提出板带轧制过程装备-工艺-产品适配理论技术,进一步提升装备对工艺和产品的支撑作用和平台功效。在板带轧机装备稳健运行控制方面,分析板带轧机装备传感测试和系统稳健运行控制理论技术等亟待解决的关键科学问题与技术难题,为轧机高质量稳健运行提供技术支撑。在板带轧制产品形性一体化控制理论技术方面,针对轧制产品形状尺寸、表面质量、组织性能跨尺度协同控制难度大的问题,提出轧辊-轧件综合控制理论技术,为板带轧制形性一体化智能高效协同控制提供理论支撑。最后围绕以装备为基础,工艺为关键,产品质量为目标,对板带轧制综合控制融合发展进行了总结和展望。 钢铁 2024年03月04日 0 点赞 0 评论 301 浏览