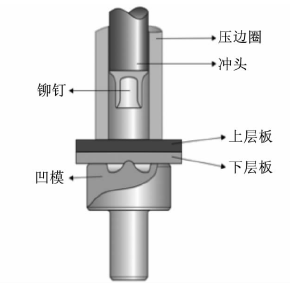
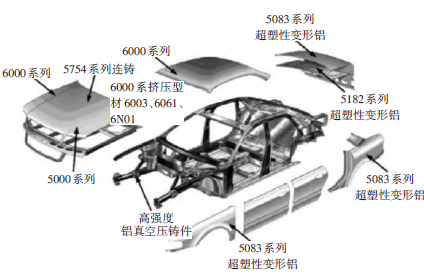
摘要:随着新能源汽车车身轻量化的发展,铝合金复合材料在车身上逐渐被采用。由于传统焊接不适用于铝合金材料的连接,自冲铆接技术在全铝车身上的应用得到了重视。自冲铆接技术是一种冷连接技术,多片材料无需预先穿孔即可连接在一起。因此,研究自冲铆接工艺的接头性能和质量对车身轻量化有着重要的意义。基于国内外自冲铆接技术的发展现状,综合评述了接头性能的评价参数,归纳了铆钉、凹模、冲头和板料工艺参数对接头性能影响的特点,分析了其关键作用和优先程度,可用于指导自冲铆接技术工艺的开发过程。此外,通过对国外根据工艺参数对接头几何性能和抗剪强度进行预测的方法的总结,分析了国内与国外在强度预测方面存在的差距,提出了我国自冲铆接技术进一步研究的方向。
汽车
2024年04月22日
0 点赞
0 评论
267 浏览