高性能汽车钢组织性能特点及未来研发方向
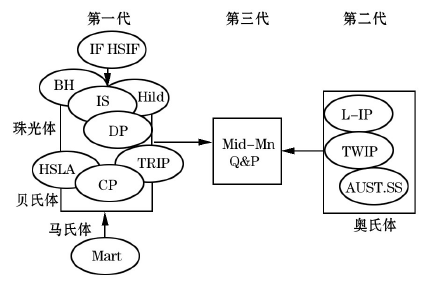
摘要:介绍了先进汽车用钢的组织和性能特点,认为具有较低强塑积的第一代汽车钢主要是通过铁素体、马氏体等多种基体组织的选取和配合对强度和塑性进行调控,第二代汽车钢通常具有单相奥氏体组织,表现出超高的强塑积,在汽车轻量化和安全性方面都有明显促进作用,但是其高合金质量分数提高了生产成本和难度,不利于规模化生产和应用。而第三代汽车钢则是通过在马氏体或超细晶铁素体基体上引入大量的亚稳奥氏体来提高汽车钢的强度和塑性,从而大幅度提高钢的强塑积。