汽车底盘设计方法研究进展与发展建议
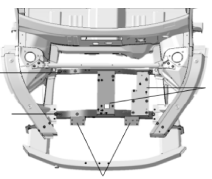
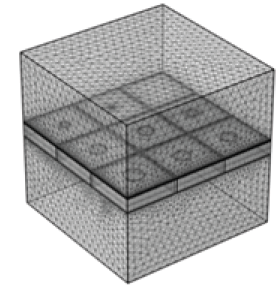
摘要:汽车底盘经历了机械化、电气化、电子化发展阶段,正向智能化的方向发展。驱动形式的变化使底盘构型发生了显著的改变,进而引发对底盘设计方法与基础理论革新的需求。文章系统梳理了汽车底盘构型及设计方法的发展历程,回顾了从传统燃油车底盘构型、集中式电驱构型到分布式电驱构型的技术演变。从模块化分布式电驱底盘的设计方法、人工智能(Artificial Intelligence, AI)赋能的底盘设计与优化方法、场景驱动的汽车底盘设计及底盘系统数字化虚拟验证方法4 个层面论述了汽车底盘设计方法的前沿动态。针对当前底盘设计方法面临的挑战,从多学科深度融合的底盘设计、AI赋能底盘设计与性能分析、基于数字孪生的角模块开发平台搭建3 个方面提出了发展建议。