船用薄板激光-电弧复合焊工艺研究
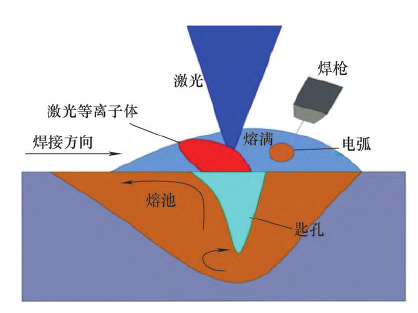
摘要:采用激光-电弧复合焊对船用AH36级6mm薄板进行焊接工艺对比试验。在不改变其他参数的情况下,通过改变预热功率与焊接速度,分别进行试验。结果表明:当焊前预热功率为20kW、焊接速度为2300cm/min时,焊缝成形良好且检测无缺陷,硬度分布均匀,拉伸接头强度高于母材,弯曲试样表面无可见裂纹,冲击吸收能量符合标准,是最优的参数组合;当焊前预热功率为5kW、焊接速度为2100cm/min时,焊缝成形余高较高,焊缝熔合线+2mm处冲击吸收能量过低。