精品资源

汽车吸能盒零件多工位级进模设计
摘要:针对厚度大、强度高、成形困难且尺寸精度要求高的汽车吸能盒零件,通过工艺分析确定了直排中间载体的排样设计的14工位级进模冲压方案,材料利用率达75.14%。采用有限元模拟方法分析了产品成形过程中的回弹变形量,通过在侧整形工位施加补偿的方法解决了回弹超差问题;采用先冲孔后成形的方式解决了位于圆角上的溃缩孔无法直接冲裁的问题;采用挂台加背托板的形式固定凸模,解决了冲裁轮廓不封闭引起的冲裁力不平衡的问题;设计了楔形回退机构,解决了零件存在冲压负角无法直接成形的问题。生产试制结果表明,该级进模设计合理可靠,产品质量达到要求,生产效率高。
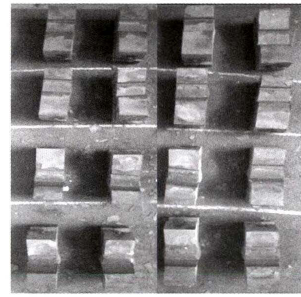
金属快速剪切连接工艺及成形力研究
摘要:剪切连接是无头轧制技术中的重要工艺,变形过程中存在剪切、挤压和镦粗。为掌握成形载荷的变化规律,基于上限法-基元矩形技术和多元回归分析建立了压下量为1倍板料厚度时的成形载荷预测模型,可进行任意刃口宽度和搭接量组合参数下的理论成形载荷求解。对剪切连接进行了工艺实验,分别得到了工艺参数对侧凸率、去头端厚度百分比和载荷值影响的主次顺序,及相对于各判定指标的最优方案。通过建立综合评价指标并进行极差分析得到了最优参数组合。将实验载荷与所建立的预测模型理论载荷进行了对比,两者数据相近,最大相对误差小于8%。该研究为中间坏高温固态剪切连接奠定了理论基础,对生产实践具有一定的指导作用。

3D Slicer三维影像重建技术分析骨半规管及前庭导水管的解剖学意义
摘要:目的:探讨 3D Slicer三维影像重建技术分析骨半规管及前庭导水管的解剖学意义。方法:收集 40例(男女各 20例)无内耳器质性病变的病人的 80侧颞骨的高分辨率计算机断层扫描(HRCT)数据,应用 3D Slicer软件进行三维重建,并测量内听道重要解剖结构三维空间定位数据。结果:三维模型显示,内听道后唇呈椭圆形,后缘锐利,位置固定,较易识别。选择三维模型内听道后唇为 P点,男性 P点至前庭导水管的距离为(9.412±1.687)mm、至后半规管的距离为(10.422±1.701)mm;内听道的长度为(9.847±0.870)mm。女性 P点至前庭导水管的距离为(9.068±1.133)mm、至后半规管的距离为(9.858+1.089)mm;内听道的长度为(8.727±0.964)mm。男性和女性上述测量结果均无统计学差异(P>0.05)。结论:内听道后壁至前庭导水管的距离比到后半规管更短,提示术中磨除内听道后壁时更容易导致前庭导水管损伤。前庭导水管外口和内淋巴囊靠近内听道后壁的硬脑膜,提示术中剪开硬脑膜时应避免造成损伤。
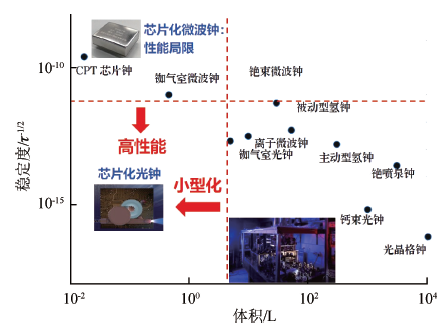
芯片级原子钟研究进展
摘要:芯片级原子钟是一种小体积、低功耗的高精度时钟,适合作为便携式时频设备广泛应用于科学研究、生产生活、军事领域等方面。本文介绍了芯片级原子钟的国内外研究进展,阐述了芯片级原子钟的原理及研制的关键技术,介绍了芯片级原子钟的发展方向,并对我国芯片级原子钟的战略发展方向进行了展望。
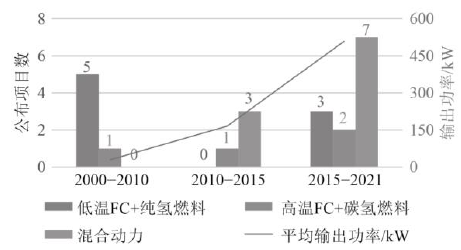
船用高温固体氧化物燃料电池方案的可行性探讨
摘要:相比于其他氢能燃料电池方案,高温固体氧化物燃料电池(SOFC)与天然气燃料方案具有燃料成本低、联合循环的系统效率高、天然气燃料储-输-用经济和安全性高等优点,适合于中大型船舶与远海航行的应用场景。本文从船用紧凑式制氢重整器、船用能源系统集成等关键技术方面讨论讨论该方案在船上应用的可行性,为船用SOFC技术路线的发展提供可行性参考。
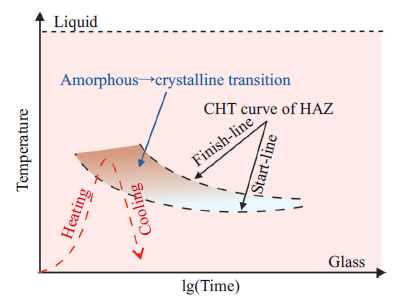
非晶合金焊接研究进展
摘要:非晶合金具有良好的物理和化学性能,但尺寸问题限制了其实际应用,而焊接技术可以突破其应用瓶颈。非晶合金焊接方法可分为液相焊接和固相焊接,两类方法焊接过程中非晶接头形成方式不同,有效避免晶化是获得高质量接头的关键,本文就非晶合金焊接领域的研究进行了系统全面的梳理与归纳,综述了非晶合金/非晶合金焊接、非晶合金/晶态金属焊接的研究现状,重点阐述了不同焊接方法获得完全非晶态焊件的特点与局限,同时本文还综述了非晶合金作为钎料的研究现状,分析了非晶钎料的应用前景,并总结了提高非晶钎料钎焊接头力学性能的方法,继而对非晶合金焊接研究及发展提出了展望。
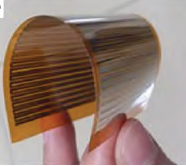
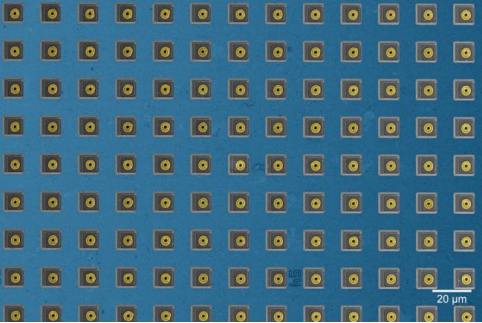
碲化铋基柔性热电器件研究进展
摘要:碲化铋基柔性热电器件具有体积小、质量轻、可变形、可弯折的特点,能够实现高密度阵列集成,契合未来电子信息领域对高性能、微型化、低功耗器件的发展需求。该种器件适用于复杂几何结构和不规则曲率变化的表面,能够满足物联网、可穿戴设备、微电子芯片行业对微能源供应、小空间快速制冷、个人热量管理的需求。综述了近年来碲化铋基柔性热电器件研究进展和存在的问题,并对其未来的发展方向进行了展望。虽然碲化铋基柔性热电器件的研究取得了一定的进展,但整体上仍处于实验室阶段,实现大规模商用应用还有一段距离,今后应侧重于输出功率的提升、穿戴舒适性和美观性、服役稳定性和使用寿命,以及降低制造难度方面的研究。碲化铋基柔性热电器件主要分为块体型、薄膜型和纺织物型3大类型。块体型器件的输出功率一般可达1×10−5W·cm−2,但其柔韧性和穿戴舒适性不足,可通过提高碲化铋基热电材料本身的ZT 值、优化负载电阻、选择热导率低的封装材料,以及合理设计封装元件尺寸和热电臂的形状、数目和连接方式等方法来持续提高其热电性能,可通过开发柔韧性更高、甚至具备自愈能力的封装材料和连接材料来提升其柔韧性和穿戴舒适性。薄膜型器件的输出功率一般在1×10−6—1×10−9 W·cm−2 之间,还达不到实际应用需求,通过提升碲化铋基薄膜制备技术并优化工艺参数来提高薄膜本身热电性能,开发热稳定性、电阻率、导热系数更优的热电界面材料,从而降低接触热阻导致的界面热损失,提高输出功率和转换效率,通过选择柔韧性和机械稳定性更高的基底材料来其使用寿命。纺织物型器件具有较好的拉伸、弯曲和剪切性能,能满足穿戴的舒适性要求,但热电性能较差,输出功率也普遍在1×10−6—1×10−9W·cm−2之间,且稳定性不足,可通过改进涂印和浸渍工艺来提高纱线表面碲化铋基热电材料的均匀性,创新热电纱线组装的结构以在织物厚度方向上更好地建立温差,从而提高其热电性能。本研究为碲化铋基柔性热电器件的应用提供了理论参考。





